

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. är en av de ledande professionella tillverkarna av precisionsmetalldelar i Kina, etablerad 2006 och bedriver huvudsakligen verksamhet som CNC-bearbetningsdelar, metallstämplar och plåtbearbetning.
Process Introduktion: Metallstämpling är en metallbearbetningsmetod som baseras på plastdeformation av metall.Den använder formar och stämplingsutrustning för att applicera tryck på plåten, vilket orsakar plastdeformation eller separation av plåten, och därigenom erhåller delar (stämplade delar) med viss form, storlek och prestanda. Stämpelformningsteknik spelar en viktig roll i tillverkningsprocessen av fordonskarosser.
Metallstämpling kan användas för att bearbeta grunda konkava metallformer, och bearbetningskraven för formar är relativt höga, och denna process är endast lämplig för storskalig produktion. Denna process har hög precision i bearbetningen och det sker ingen signifikant förändring i materialtjockleken. När förhållandet mellan djup och diameter minskar är bearbetningsprocessen mycket lik djupdragning, och ingen av dessa bearbetningsprocesser minskar materialets tjocklek avsevärt.
Massproduktion av delar kräver omfattande användning av flera formnings- och skärprocesser på grundval av progressiva verktyg. En serie formar är avgörande för snabb bearbetning. Under bearbetningen av delar är det ibland nödvändigt att utföra en andra operation på de tidigare formade delarna. Vissa delar kan kräva 5 eller fler operationer, vilket återspeglar mängden processer. Denna process kan bearbeta plåtar till cylindriska, koniska och halvsfäriska former. Den frekventa kombinationen av stansning och pressning i processen ger hela konstruktionen ett brett utbud av val, till exempel vid bearbetning av flänskanter, asymmetriska hjul och former med perforeringar, de distinkta egenskaperna hos denna process är framträdande.
Teknisk beskrivning 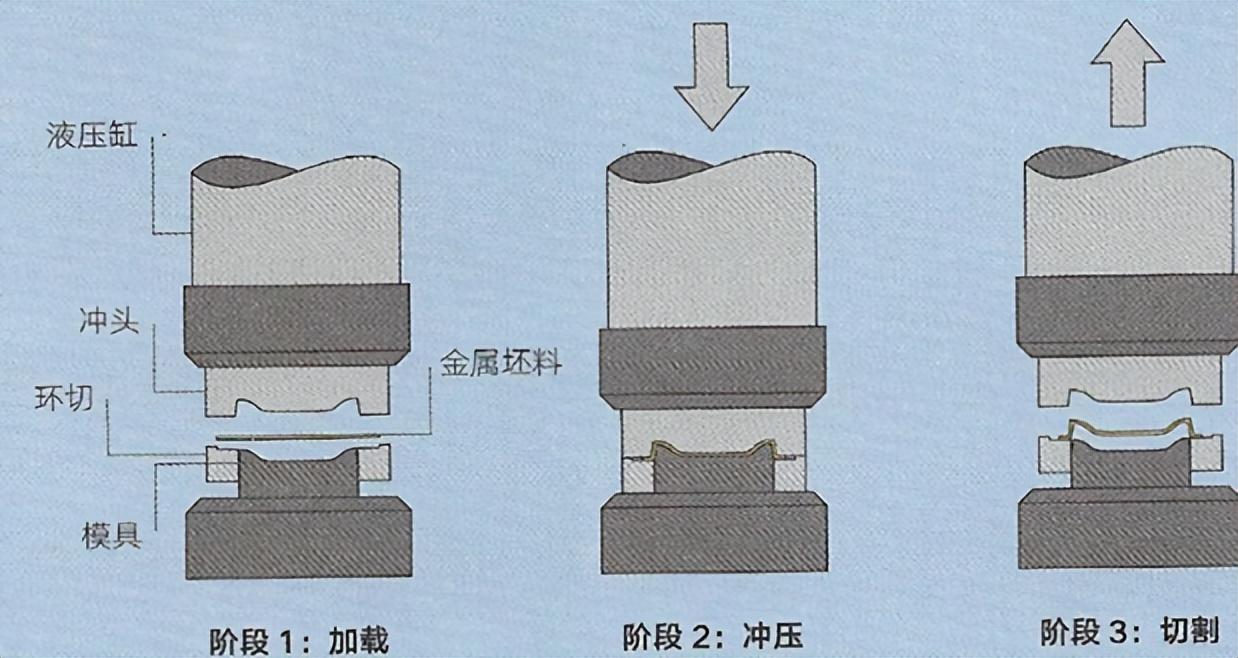
Metallstämpling är en specifik process som utförs på en stansmaskin, som överför kraft till stansen genom en hydraulisk cylinder eller mekanisk anordning (t.ex. en kampress). I allmänhet väljs hydraulcylindrar eftersom de har ett enhetligt tryck under hela stämplingscykeln, och de som använder mekaniska anordningar har också en plats i metallbearbetningsindustrin.
Stansar och formar är specialiserade och utför i allmänhet bara en enda operation av formning eller stansning. Under drift lastas metallbilletter vanligtvis på arbetsbänken. Kläm sedan fast stansen och slutför formningsprocessen av delen i ett slag.
När gjutningen är klar flyttar stripparen upp och matar ut delen, då delen tas bort. Ibland är delformning en kontinuerlig process, och efter bearbetning behöver den också gå igenom en stämplingsprocess. Detta är allmänt känt som kontinuerlig mögel bearbetning och formning process.
Under dessa bearbetningsförhållanden överförs metalldelarna till nästa bearbetningssteg på arbetsbänken. Denna process kan manövreras manuellt eller via överföringsspår. De flesta systemen är automatiserade och har höga hastigheter för bearbetning. Nästa steg kan omfatta tryckbearbetning, stämpling, curling eller annan sekundär bearbetning.
Den typiska tillämpningen av stämpling bearbetning är mycket omfattande. De allra flesta storskaliga metallbearbetningsprocesser inom bilindustrin är stansning eller extrudering, inklusive bilkarosser, dörrbeklädnad och trim.
Denna process används för bearbetning av metallkamerahus, mobiltelefoner, TV-höljen, hushållsapparater och MP3-spelare. Köks- och kontorsutrustning, verktyg och knivar använder också denna process. Delarnas yttre form och inre struktur kan bearbetas med hjälp av denna process.
Små partier produktion av delar med tillhörande processer uppnås genom plåtbearbetning, metallspinning eller böjformning. Dessa processer kan producera former som liknar metallstämpling, men kräver relativt hög arbetskraftsförmåga.
Även om stansning och djupdragning är likartade, finns det fortfarande betydande skillnader. När djupet på delen är större än 1/2 av diametern, måste delen vara långsträckt för att minska väggtjockleken. Detta kräver gradvis och långsam drift för att undvika överdriven sträckning och slitning av materialet.
Superplastisk formning kan använda enkla åtgärder för att producera större och djupare delar. Denna bearbetning är dock begränsad till aluminium, magnesium och titan, eftersom det kräver att materialet har superplasticitet.
Metallprofilerna som bildas genom bearbetningskvalitet kombinerar duktiliteten och hållfastheten hos metallmaterialen i delarna, vilket förbättrar styvheten och ljusstyrkan.
Om kraven på yteffekt inte är särskilt stränga behöver delarna endast behandlas lätt med fräsar efter deformation. Sandblästring används för att minska ytans grovhet. Delar kan också bearbetas vidare genom pulversprutning, målning eller galvanisering.
Detta är metoder för att snabbt och exakt tillverka grunda konkava former med plåt. Cirklar, kvadrater och polygoner kan använda denna process.
Tunna väggade delar kan öka styrkan hos delarna genom att lägga till revben, och detta kan minska vikt och bearbetningskostnader. Att välja en lämplig form kan bearbeta profiler med kompositkurvor och komplexa ytor. En liknande process för att slutföra detta arbete är plåtbearbetning, men kräver högt kvalificerade arbetstagare. Mjuka formar kan appliceras på plåtbearbetning och metallstämpling. En sida av denna form är gjord av styvt gummi, som kan applicera tillräckligt tryck för att bilda en metallbillet på stansen.
Design överväganden: Stämpling utförs på en vertikal axel. Därför bildas den konkava vinkeln i den andra stämplingen. Sekundär stämpling inkluderar tryckdeformation, skärförlängning och curling.
Den första stämplingsoperationen kan bara minska diametern på det defekta materialet med 30%. Kontinuerlig drift kan minska diametern med 20%. Detta innebär att bearbetningen av vissa delar kräver ett visst antal kontinuerliga stämplar.
Inom djupdragningsteknik begränsas processen ofta av maskinens bearbetningskapacitet. Storleken på maskinbädden avgör storleken på billetten och slaget bestämmer sträcklängden. Bearbetningscykeln bestäms av slaget och komplexiteten hos delarna.
Tjockleken på stämplat rostfritt stål varierar från 0,4 till 2 mm, och det är möjligt att bearbeta upp till 6 mm tjocka plattor, men det kommer att påverkas av form och form.
Många metallplåtar, såsom kolstål, rostfritt stål, aluminium, magnesium, skål, koppar, mässing och zink, kan bearbetas med hjälp av denna process.
Bearbetningskostnaden är relativt hög på grund av behovet av höghållfasta metallformar under bearbetning. Halvstyva gummiformar har lägre kostnader, men kräver fortfarande ensidiga metallverktyg och är endast lämpliga för liten satsproduktion.
Processcykeln är mycket kort och 1 till 100 delar kan bearbetas inom 1 minut. Att byta ut och ställa in formar kräver en viss tid.
Arbetskostnaden är relativt låg på grund av den höga automatiseringsgraden. Polering och polering kommer att avsevärt öka arbetskraftskostnaderna.
Allt avfall kan återvinnas på grund av miljöpåverkan. Hållbara föremål kan tillverkas med hjälp av metallstämplingsteknik.










