

 Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese English
English Haitian Creole
Haitian Creole

Vad är en plåtdel? Plåndelar är en omfattande kallbearbetningsprocess för plåtar (vanligtvis mindre än 6 mm), vilket inkluderar skärning, stansning/skärning/komposit, vikning, svetsning, nitning, skarvning och formning för att producera komponenter

Egenskaper:
1. Enhetlig tjocklek. För en del är tjockleken på alla delar konsekvent
2. Lätt vikt, hög hållfasthet, ledningsförmåga, låg kostnad och bra prestanda i storskalig produktion
Bearbetningsteknik
1. Skärning
Utrustningen som används i skjuvningsprocessen är en skjuvningsmaskin, som kan skära en metallplåt i en grundläggande form. Dess fördelar inkluderar låga bearbetningskostnader; Nackdelar: Noggrannheten är genomsnittlig, det finns fräsar i skärningen och skärformen är enkel, som alla är enkla rektanglar eller andra enkla former som består av raka linjer.
Före skärning är det nödvändigt att beräkna den veckda storleken på delarna.Den veckda storleken är relaterad till böjradie, böjvinkel, plåtmaterial och plåttjocklek.
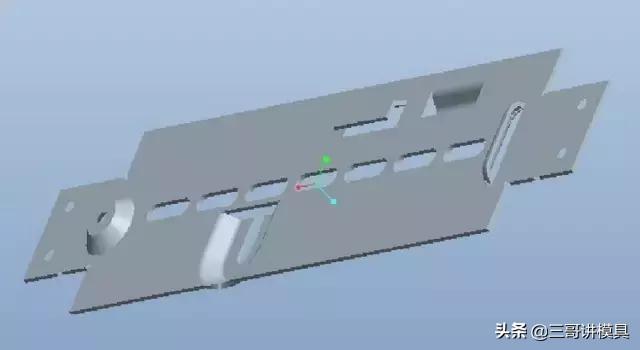
2. Rush
Utrustningen för stansning är en stansmaskin, som kan vidarebearbeta och forma det skurna materialet. Stämpling av olika former kräver olika formar, vanliga formar inkluderar runda hål, långsträckta hål och utskjutningar; Hög noggrannhet.
Boss: Materialet bör inte tas bort, och höjden på bossen är begränsad, vilket är relaterat till materialet på brädan, tjockleken på brädan och vinkeln på bosslutningen.
Det finns många typer av utskjutningar, inklusive värmeavledningshål, installationshål etc. På grund av påverkan av böjning kommer avståndet mellan kanten av konstruktionshålet och kanten av brädan och böjningskanten att begränsas
3. Laserskärning
Bearbetningsutrustning: laserskärmaskin
För material som inte kan avlägsnas genom skär- eller stansningsprocesser, eller för plattor med hög hårdhet som är benägna att skada formen, till exempel sådana med rundade hörn, eller när det inte finns någon färdig form för att stämpla den önskade formen, kan laserskärning användas för att slutföra formningen av materialet innan böjning
Fördelar: Skärning utan fräsar, hög precision, kapabel att skära någon form, såsom löv, blommor, etc; Nackdel: Hög processkostnad
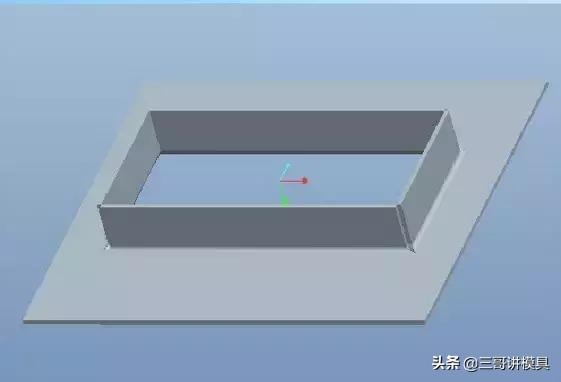
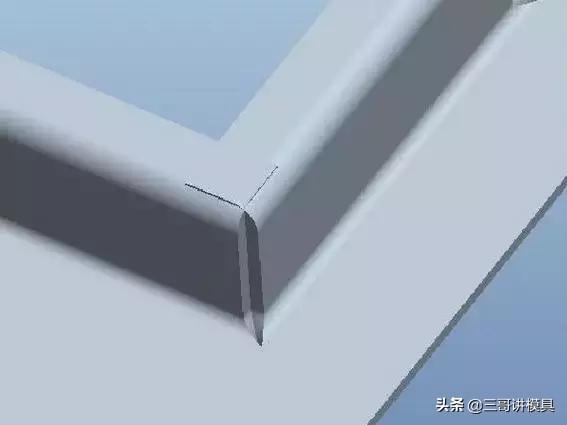
4. Böjning

Bearbetningsutrustning: bockmaskin, rullande maskin
De kan vika eller rulla plåtar i önskad form, vilket är formningsprocessen av komponenter; Processen att forma önskad form genom kallpressning av en plåt med de övre och nedre bladen på en bockmaskin kallas böjning.
Böjning är det sista steget i formningen av plåtdelar, och det finns flera punkter att vara uppmärksam på när delarna kan vikas ut och böjas till form, nedan förklarar redaktören dem för alla.
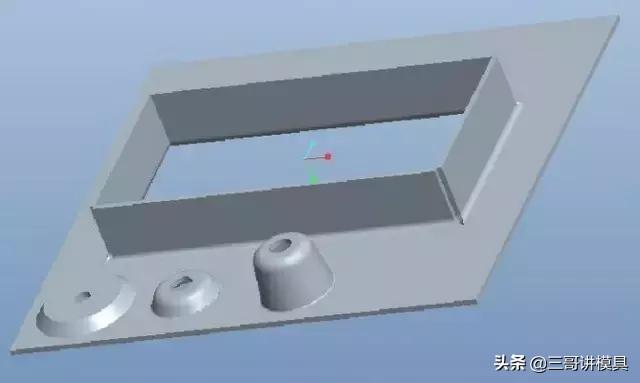
1. Materialbrist, som visas i figuren nedan. Utspridningen är för hög och överstiger materialets duktilitet. Utspridningen används vanligtvis för att öka installationsstorleken eller undvika installationskonflikter. Därför måste utskjutningen göras utan att ändra materialets inre struktur och påverka strukturens hållfasthet. Till exempel är vinkeln mellan den konvexa kon och referensplanet 45, och höjden är 3 gånger tjockleken på plattan
Redundanta material: Redundanta material har ofta flera slutna böjkanter, vilket ofta orsakas av processfel eller ritningsfel
Böjningsbegränsningar: De flesta bockmaskiner har vissa begränsningar för böjning
Ensidig höjd: Storleken på bockmaskinen och skäreggens höjd kan bestämmas med hjälp av en flersidig storvinkel böjningsmetod
Bilateral höjd: inte större än den maximala höjden på ena sidan, förutom alla begränsningar på höjden på ena sidan, begränsas den också av nederkanten: böjhöjd 4. Eftersom plåtdelar bildas genom att böja en tunn plåt, är kontakten mellan de böjda kanterna inte förseglad och det finns ingen styv anslutning. Om inte behandlas, kommer det att påverka hållfastheten. Den vanliga behandlingsmetoden är svetsning. De tekniska kraven på ritningen inkluderar: svetsvinkel, svetsvinkel och avrundning 5. Ytbehandling På grund av plåtens tunna tjocklek är de inte lämpliga för varmförzinkning. Vanliga ytbehandlingsmetoder inkluderar fosfatering och elektrostatisk sprutning, och färgen varierar beroende på projektet. Denna process är lämplig för svarta delar med obehandlad yta. Det är allt för plåtdelarna och deras bearbetningstekniker. Om du har några frågor, vänligen säg dem i kommentarsavsnittet nedan, låt oss kommunicera och diskutera tillsammans!






