

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Är du förvånad över gjutningsprocessen av Zhangqiu järnkruka i "Tongue 3", där hundratals eller till och med tusentals slag gör de röda järnbitarna tunna och starka. Vet du att vingpanelerna som utgör två vingar på de stora flygplan vi ofta åker på också tillverkas med liknande bearbetningsteknik.
Naturligtvis är denna avancerade process, känd som "skottpeening teknik", mycket mer komplex än produktionsteknikerna för Zhangqiu järnkrukor. Gemensamt för båda är att öka utmattningsmotståndet och öka styrkan genom snabba stötar. Skillnaden är att hammaren har blivit en liten projektil med en diameter på högst en centimeter, och järnmetallen har blivit en mer utmärkt legeringsråvara. Den färdiga produkten är en stor vingvägg med extremt höga krav på seghet och hållfasthet, och en mycket komplex form.
Sådana tjocka legeringar råvaror, under hög frekvens och hög hastighet påverkan av hundratals eller tusentals projektiler, blir hårda, komplexa i form och mycket tunn hud.Slutligen kombineras de med skelettet för att bilda en komplett vinge, stödja flygplanet att flyga på en höjd av tiotusentals meter. Är det inte fantastiskt?
Så varför använder vi skottpeening teknik för att bearbeta vingpaneler? För det första måste vi förstå den speciella komponenten i flygplansvingar paneler.
Flygplansvingar är en typisk tunnväggig struktur, huvudsakligen bestående av hud och skelett. Om vi jämför ett flygplan med en fågel, är huden som fjädrar, lindar sig runt flygplanets skelett och bildar en strömlinjeformad yttre yta. Det måste ha en jämn form för att minska motståndet; Den måste vara mycket lätt och tunn, nå tiotals eller till och med några millimeter, för att effektivt bära vikt och lyfta flygplanet högre; Det måste också vara mycket motståndskraftigt att motstå de olika manövrar och vridningar som görs av flygplanet på höga höjder.
Traditionell bearbetning av vingväggpaneler använder vanligtvis CNC integrerad fräsning och lämpliga mekaniska böjningsmetoder. Fräsning av den komplexa formen på hela väggpanelen kommer att slösa en stor mängd material, och mekanisk böjning kan lätt påverka väggpanelens prestanda, vilket gör kvalitetskontrollen svår. Numera använder både inhemska och utländska luftfartstillverkningsföretag skottpeening teknik för bearbetning av vingväggar.
En är låg kostnad, inget behov av formar, sparar råvaror och upptar mindre utrymme.
Den andra är hög kvalitet, som kontinuerligt "träffar" ytan på delarna för att bli tätare, som att lägga till en skyddande film till delarna.
För det tredje har den ett brett spektrum av applikationer, oavsett hur komplex formen är, under datorprogram, små projektiler kan exakt lokalisera och slå, effektivt lösa problem som metalldelar bearbetning deformation och svetsdelar deformation.
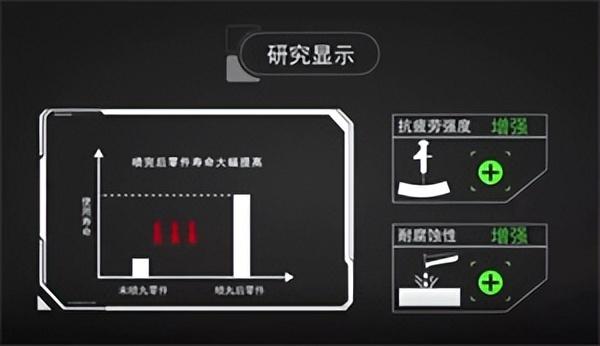
Utmattningstiden för delar som bearbetas genom skottpeening kan ökas med dussintals gånger jämfört med originalet, och utmattningsstyrkan och korrosionsbeständigheten förbättras avsevärt.
Mediet för skottpeening kallas vanligen skottmaterial, och det finns många typer, inklusive skärtrådsstål skott, förgasat stål skott, hårdgjutet stål skott, keramiskt skott och så vidare. Inom luftfartygstillverkning använder skottpeening generellt kolsyrat stålskott och hårdgjutet stålskott, medan skottpeening förstärkningsteknik huvudsakligen använder hårdgjutet stålskott och keramiskt skott.
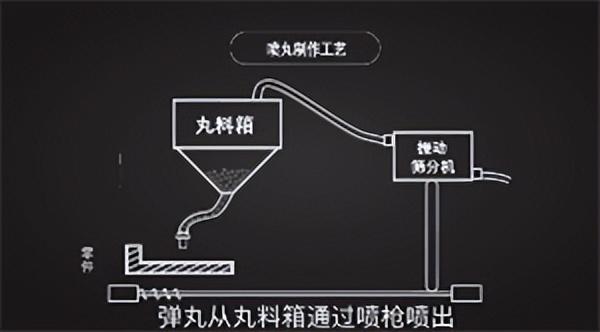
Processen med skott peening är mycket intressant. I en specialiserad bearbetningsutrustning kastas kulor ut från skottmateriallådan genom en sprutpistol och träffar ytan på delarna med hög hastighet. Sedan, genom ett återvinningssystem, screenas okvalificerade kulor ut med en screeninganordning och returneras till skottmateriallådan för återanvändning.
För att ge inhemskt producerade flygplan starkare och lättare vingar arbetar den kinesiska luftfartsindustrins teknikpersonal fortfarande hårt.Mer avancerad teknik som förpressad skott peening, ultraljud skott peening, högtrycksvatten skott peening och laser chock skott peening kommer att spela en större roll inom en snar framtid.










