English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Precisionsdelbearbetning i Shenzhen brukade vara en tvetydig term. Svarvcentraler med roterande verktyg kallades ibland svarv- och fräsmaskiner. Och det finns en speciell metallbearbetningsoperation som verkligen förtjänar att kallas "svarvning och fräsning", det vill säga skärning med en roterande fräs medan arbetsstycket roterar.
 Det finns flera anledningar till att en verkstad skulle vilja använda denna bearbetningsmetod. Enkel spånkontroll är en. Intermittent skärning är en annan anledning. Torkarbladet monterat på verktyget följer noga och sticker ut något mer än bladet för skärning. Syftet är att bearbeta en bra ytjämnhet hos delen. Excentrisk svarvning börjar från mitten av det roterande arbetsstycket för att säkerställa att skärkanten skär långsamt in i arbetsstycket.
Det finns flera anledningar till att en verkstad skulle vilja använda denna bearbetningsmetod. Enkel spånkontroll är en. Intermittent skärning är en annan anledning. Torkarbladet monterat på verktyget följer noga och sticker ut något mer än bladet för skärning. Syftet är att bearbeta en bra ytjämnhet hos delen. Excentrisk svarvning börjar från mitten av det roterande arbetsstycket för att säkerställa att skärkanten skär långsamt in i arbetsstycket.
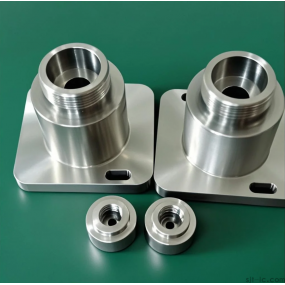
Att möta utmaningar i bearbetning av precisionsdelar
Här är några speciella tekniska utmaningar som löses genom numerisk styrning svarvning och fräsning i Shenzhen:
Torkarinsatsen monterad på verktyget följer tätt och sticker ut något mer än skärinsatsen. Syftet är att bearbeta en god ytjämnhet hos delen.
Den excentriska vridningen börjar från mitten av det roterande arbetsstycket för att säkerställa att skärkanten långsamt skär in i arbetsstycket.
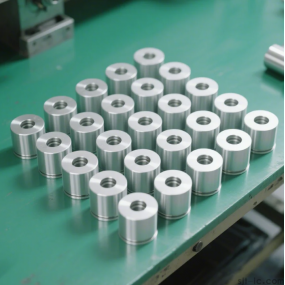
Stor bearbetning av metallborttagningshastighet: Om svängdelen behöver ta bort en stor mängd marginal, bör Shenzhen numerisk styrning svarvning och fräsning vara det bästa valet.
Intermittent skärning: Svarvverktyg är vanligtvis inte särskilt bra för intermittent skärning, medan fräsar kan göra det bra. Fräsning definieras ofta som ett slags intermittent skärning. Så när du stöter på intermittent skärning bör du tänka på att byta svarvning till numerisk styrning svarvning och fräsning.
Utmärkt spånbrytningsbearbetning: Många bearbetningsmetoder har visat att för vissa delar och material kan svarvning och fräsning istället för svarvning eliminera fenomenet "fågelbo" -liknande flisor som har fastnat i skärhuvudet tidigare. Eftersom fräsning med naturliga spånbrytningsfördelar kombineras vid skärning, bryts kontinuerliga flisor i små fragment som är lätta att ta bort.
Flexibel axelbearbetning: När du vrider långa och tunna delar som inte kan stödjas i mitten kan Shenzhen numerisk styrning svarvning och fräsning bättre förhindra att delarna böjs (böjs) under bearbetningen. Jämfört med svarvning kan fräsning teoretiskt skära delar under mycket lite tryck på verktyget. Men i praktiken måste många tekniska problem lösas.
Långvarig bearbetning: Vid skärning av difficult-to-machine material är livslängden för ett svarvverktyg mycket kort, medan fräsen kan användas under lång tid eftersom den fördelar skärbelastningen genom flerkantig skärning. Eftersom fräsen har en lång livslängd kan den spara besväret med flera verktygsbyten mitt i skärningen.
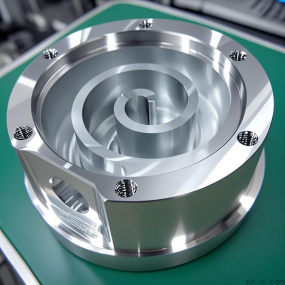
Excentrisk bearbetning eller specialformade precisionsdelar bearbetning: Fräsens radiella (X-axel) rörelse kan matchas med arbetsstyckets rotationsrörelse för att bearbeta konturen av komplexa delar. Samma princip, i en enda klämning, roterar delen och fräsen fram och tillbaka, kan också bearbeta excentriska asymmetriska delar i en enda klämning. Bearbetning av en excentrisk axel på vevaxeln på en bilmotor är också ett bra exempel. Men mycket forskningsarbete måste göras när det gäller bearbetningsnoggrannhet.