

1. Dimensionell noggrannhet kräver toleransområde: Storleken på gjutgods efter CNC-bearbetning måste strikt kontrolleras inom det toleransområde som anges av konstruktionen. Detta beror på den specifika användningen av produkten, och olika branscher och applikationsscenarier har olika noggrannhetskrav. Till exempel inom flygindustrin kan dimensionstoleransen för vissa nyckelgjutgods kontrolleras inom 0,01 mm för att säkerställa att delar kan matchas exakt i komplexa mekaniska system; medan i vanlig maskintillverkning är dimensionell tolerans i allmänhet runt 0,1 - 0,05 mm. 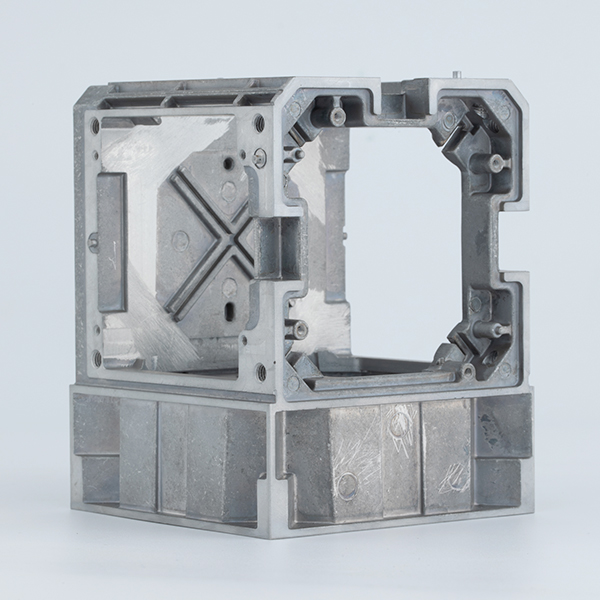 Dimensionell konsistens: Samma sats av gjutgods CNC-bearbetade produkter bör ha en hög grad av konsistens i storlek. Detta är särskilt viktigt för massproducerade utbytbara delar. Till exempel, efter CNC-bearbetning av bilmotorblockgjutgods, måste diametern, djupet och dimensionsförhållandet mellan varje cylinder och varje monteringsyta på cylindern vara mycket konsekvent för att säkerställa motorns stabila prestanda och uppnå utbytbarhet vid reparation och byte av delar. 2. Geometrisk avvikelsekontroll som krävs för formnoggrannhet: Formen på gjutningen efter bearbetning bör uppfylla de geometriska kraven i konstruktionsritningarna, och formfelet bör kontrolleras. Geometriska noggrannhetsindikatorer som planhet, rundhet, cylindricitet, rakhet etc. måste kontrolleras strikt. Till exempel för en gjutning som behöver installera andra delar på ett plan kan planhetsfelet efter bearbetning krävas inom 0,01 mm för att säkerställa att de installerade delarna kan passa tätt och undvika spänningskoncentration och tätningsproblem orsakade av formfel. Noggrannhetsgaranti för komplexa former: För gjutgods med komplexa former, såsom produkter med böjda konturer, böjda ytor eller oregelbundna former, bör CNC-bearbetning kunna återställa designformen exakt. Detta kräver CNC-programmering med hög precision och avancerade bearbetningstekniker. Till exempel vid bearbetning av formgjutgods måste den komplexa böjda ytformen i formhålan bearbetas exakt för att säkerställa att de producerade plastprodukterna eller stämplade delarna kan uppfylla designens form och storlekskrav. 3. Ytkvalitetskrav Ytjämnhet: Ytjämnheten hos gjutgods efter CNC-bearbetning är en viktig kvalitetsindikator. Olika applikationsscenarier har olika krav på ytjämnhet. Till exempel, för mekaniska delar som tål hög belastning och hög friktion, såsom styrskenor av verktygsmaskiner, vevaxlar av bilar, etc., är ytjämnheten i allmänhet skyldig att vara mellan Ra0.8 - Ra1.6μm för att minska friktion och slitage och förbättra livslängden för delar; medan för vissa yttre delar eller icke-parande ytor är ytjämnhetskraven relativt låga, såsom Ra3.2 - Ra6.3μm. Ytintegritet: Den bearbetade ytan bör vara fri från gjutfel som sprickor, trakom, porer, slagginneslutningar etc. Dessa defekter kommer att påverka de mekaniska egenskaperna och tätningen av gjutgods. Vid bearbetningsprocessen är det nödvändigt att hitta och undvika spridning av dessa defekter genom rimlig bearbetningsteknik och detekteringsmedel. Till exempel, för vissa högtrycksbehållargjutningar, måste den bearbetade ytan genomgå icke-destruktiv testning för att säkerställa att inga inre defekter sträcker sig till ytan, för att säkerställa behållarens säkerhet. Ytstrukturriktning: I vissa fall är det också nödvändigt att överväga riktningen på ytstrukturen. Till exempel, på ytan av delar med relativ rörelse, kan en rimlig ytstrukturriktning minska friktionsmotståndet och förbättra rörelsens jämnhet. Vid bearbetning av lagerstolsgjutningar bör ytstrukturens riktning för lagermonteringshålet anpassas till lagrets rotationsriktning för att optimera lagrets arbetsprestanda.
Dimensionell konsistens: Samma sats av gjutgods CNC-bearbetade produkter bör ha en hög grad av konsistens i storlek. Detta är särskilt viktigt för massproducerade utbytbara delar. Till exempel, efter CNC-bearbetning av bilmotorblockgjutgods, måste diametern, djupet och dimensionsförhållandet mellan varje cylinder och varje monteringsyta på cylindern vara mycket konsekvent för att säkerställa motorns stabila prestanda och uppnå utbytbarhet vid reparation och byte av delar. 2. Geometrisk avvikelsekontroll som krävs för formnoggrannhet: Formen på gjutningen efter bearbetning bör uppfylla de geometriska kraven i konstruktionsritningarna, och formfelet bör kontrolleras. Geometriska noggrannhetsindikatorer som planhet, rundhet, cylindricitet, rakhet etc. måste kontrolleras strikt. Till exempel för en gjutning som behöver installera andra delar på ett plan kan planhetsfelet efter bearbetning krävas inom 0,01 mm för att säkerställa att de installerade delarna kan passa tätt och undvika spänningskoncentration och tätningsproblem orsakade av formfel. Noggrannhetsgaranti för komplexa former: För gjutgods med komplexa former, såsom produkter med böjda konturer, böjda ytor eller oregelbundna former, bör CNC-bearbetning kunna återställa designformen exakt. Detta kräver CNC-programmering med hög precision och avancerade bearbetningstekniker. Till exempel vid bearbetning av formgjutgods måste den komplexa böjda ytformen i formhålan bearbetas exakt för att säkerställa att de producerade plastprodukterna eller stämplade delarna kan uppfylla designens form och storlekskrav. 3. Ytkvalitetskrav Ytjämnhet: Ytjämnheten hos gjutgods efter CNC-bearbetning är en viktig kvalitetsindikator. Olika applikationsscenarier har olika krav på ytjämnhet. Till exempel, för mekaniska delar som tål hög belastning och hög friktion, såsom styrskenor av verktygsmaskiner, vevaxlar av bilar, etc., är ytjämnheten i allmänhet skyldig att vara mellan Ra0.8 - Ra1.6μm för att minska friktion och slitage och förbättra livslängden för delar; medan för vissa yttre delar eller icke-parande ytor är ytjämnhetskraven relativt låga, såsom Ra3.2 - Ra6.3μm. Ytintegritet: Den bearbetade ytan bör vara fri från gjutfel som sprickor, trakom, porer, slagginneslutningar etc. Dessa defekter kommer att påverka de mekaniska egenskaperna och tätningen av gjutgods. Vid bearbetningsprocessen är det nödvändigt att hitta och undvika spridning av dessa defekter genom rimlig bearbetningsteknik och detekteringsmedel. Till exempel, för vissa högtrycksbehållargjutningar, måste den bearbetade ytan genomgå icke-destruktiv testning för att säkerställa att inga inre defekter sträcker sig till ytan, för att säkerställa behållarens säkerhet. Ytstrukturriktning: I vissa fall är det också nödvändigt att överväga riktningen på ytstrukturen. Till exempel, på ytan av delar med relativ rörelse, kan en rimlig ytstrukturriktning minska friktionsmotståndet och förbättra rörelsens jämnhet. Vid bearbetning av lagerstolsgjutningar bör ytstrukturens riktning för lagermonteringshålet anpassas till lagrets rotationsriktning för att optimera lagrets arbetsprestanda.
Hallå! Välkommen till EMAR:s webbplats!
 Swedish
Swedish » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque










