

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hårdvarufabriker kommer att stöta på vissa bearbetningsproblem under stämplingsproduktionsprocessen, till exempel den ojämna ytan på stämplingsdelarna. Så när ytan på stämplingsdelarna är ojämn, hur ska stämplingsdelbearbetningsfabriken hantera det? Följande redaktör för hårdvarustämplingsdelar tar dig att förstå. YuG Hardware Factory, Hardware Products, Metal Products, Precision Sheet Metal, Hardware Processing, Sheet Metal Factory, Metal Stamping, Hardware Stamping, CNC
För att övervinna den ojämna ytan på stämplingsdelarna kan följande metoder vidtas: 1. Regelbunden inspektion och justering av stämplingsmunstycket: Stämplingsmunstycket behöver regelbunden inspektion och underhåll för att minska problemet med stämplingsdelarnas konkava och konvexa. Allmän praxis är att använda testprodukten för att kontrollera fästningsremsans bindningsrepor och bearbetningsytans tillstånd (kavitetsbåge, formbågsbåge). 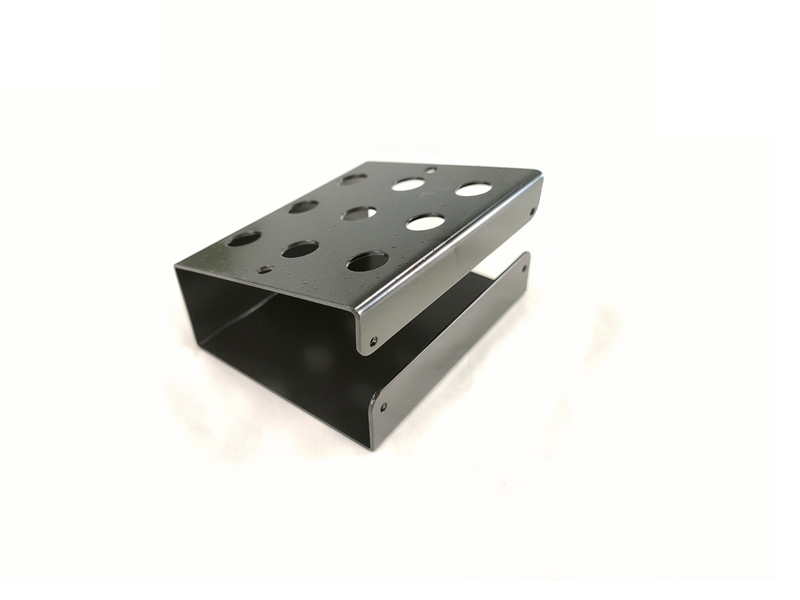 2. Måttlig manipulatorhastighet: För produktion och tillverkning av helautomatiska stansningsmunstycken i hårdvarufabriker, när stansen är i den nedre formdelen och manipulatorns hastighet är snabb, kommer burr att falla på stansens övre ände, vilket orsakar konkava och konvexa problem. För att förhindra sådana problem kan vi göra urladdningsexperimentet av stämplingsdelarna före produktion och tillverkning och effektivt ställa in manipulatorns hastighet och urladdningsvinkel, så att det inte är lätt att stöta på stämplingsdelarna och den nedre formen. 3. Kontrollera avskärningsytan: När du kopplar bort rörmaterialet kommer slitage och skador på avskärningsmunstycket att få många fina fläktar att fästa vid knivkanten. Därför är det nödvändigt att kontrollera den dubbla avskärningsytan i materialområdet eller stämplingsmunlinjen innan produktionen och tillverkningen av stämplingsmunstycket, och rengör sedan materialet för att ta bort den grova kanten. 4. Inspektion av plattrengöringsutrustning: Innan produktionen och tillverkningen av stämplingsformen i hårdvarufabriken är det nödvändigt att kontrollera renoverings- och rengöringsinstallationen regelbundet och rengöra råvarorna mer rimligt. Detta är också mycket viktigt, och det är också nödvändigt att vara uppmärksam på kvaliteten på rullgapet och rengöringsoljan. Denna information tillhandahålls av EMAR-hårdvarutillverkare och fler hårdvarufabriker, hårdvaruprodukter, metallprodukter, precisionsplåt, metallbearbetning, plåtfabriker, metallstämpling, metallstämpling, metallbearbetning, CNC-svarvbearbetning och annan information. Vi välkomnar människor från alla samhällsskikt att besöka vår fabrik för förhandlingar och vägledning. Vi kommer att tjäna dig helhjärtat.
2. Måttlig manipulatorhastighet: För produktion och tillverkning av helautomatiska stansningsmunstycken i hårdvarufabriker, när stansen är i den nedre formdelen och manipulatorns hastighet är snabb, kommer burr att falla på stansens övre ände, vilket orsakar konkava och konvexa problem. För att förhindra sådana problem kan vi göra urladdningsexperimentet av stämplingsdelarna före produktion och tillverkning och effektivt ställa in manipulatorns hastighet och urladdningsvinkel, så att det inte är lätt att stöta på stämplingsdelarna och den nedre formen. 3. Kontrollera avskärningsytan: När du kopplar bort rörmaterialet kommer slitage och skador på avskärningsmunstycket att få många fina fläktar att fästa vid knivkanten. Därför är det nödvändigt att kontrollera den dubbla avskärningsytan i materialområdet eller stämplingsmunlinjen innan produktionen och tillverkningen av stämplingsmunstycket, och rengör sedan materialet för att ta bort den grova kanten. 4. Inspektion av plattrengöringsutrustning: Innan produktionen och tillverkningen av stämplingsformen i hårdvarufabriken är det nödvändigt att kontrollera renoverings- och rengöringsinstallationen regelbundet och rengöra råvarorna mer rimligt. Detta är också mycket viktigt, och det är också nödvändigt att vara uppmärksam på kvaliteten på rullgapet och rengöringsoljan. Denna information tillhandahålls av EMAR-hårdvarutillverkare och fler hårdvarufabriker, hårdvaruprodukter, metallprodukter, precisionsplåt, metallbearbetning, plåtfabriker, metallstämpling, metallstämpling, metallbearbetning, CNC-svarvbearbetning och annan information. Vi välkomnar människor från alla samhällsskikt att besöka vår fabrik för förhandlingar och vägledning. Vi kommer att tjäna dig helhjärtat.










