English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

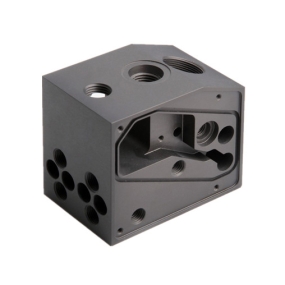
1. Materialegenskaper och legeringssammansättning (1) Legeringskompositionsproblem: Precision Aluminiumlegeringsdelar Aluminiumlegeringar med för högt eller för lågt innehåll av vissa element kan leda till sprickor. Till exempel kan legeringar med för hög järnhalt eller för lågt kiselinnehåll, innehållet av skadliga föroreningar i legeringen är för högt, innehållet av zink eller koppar i aluminium-kisellegeringen är för högt och innehållet av magnesium i aluminium-magnesiumlegeringen är för högt, etc., kommer att minska legeringens plasticitet och seghet och därmed öka risken för sprickor. 000 @ 000 (2) Sprickbarhet hos legeringsmaterial: Vissa legerade stålmaterial själva är benägna att spricka, vilket också är en av de faktorer som ska beaktas. II. Design och strukturella problem (1) Orimlig strukturell design: Gjutningens strukturella design är orimlig. Om det finns skarpa hörn ändras väggens tjocklek för mycket, vilket kommer att leda till krympningsmotstånd och öka risken för sprickor. Gjutningens struktur är inte rimlig, och krympningsmotståndets gjuthörn är för små, vilket också är en av anledningarna till sprickor. (2) Formkonstruktionsproblem: Formens temperatur, särskilt kärnan, är för låg, vilket kommer att påverka metallens fluiditets- och stelningsprocess och öka risken för sprickor. Formstrukturen hos precisionsaluminiumlegeringsdelar är orimlig. Om utkastningsanordningen avböjs och kraften är ojämn kan det också leda till sprickor. III. Process- och driftsproblem (1) Häll- och stelningsprocess: Överdriven hälltemperatur hos precisionsaluminiumlegeringsdelar gör flytande metallfluiditet för stark, lätt att producera gas- och oxidationsinklusioner. Samtidigt kommer överdriven temperatur också att minska metallens draghållfasthet, vilket ökar risken för sprickor. Under stelnings- och kylningsprocessen kommer götets inre kylning att generera stor obalanserad spänning. Om dessa spänningar koncentreras i götets svaga del kommer spänningskoncentrationen att inträffa. När spänningen överstiger metallens hållfasthet eller plasticitetsgräns kommer sprickor att uppstå. Lokal överhettning av formen eller överdriven kylhastighet leder också till sprickor. Det bör säkerställas att alla delar av gjutningen stelnar samtidigt eller i följd, och utformningen av grindningssystemet bör förbättras. (2) Värmebehandlingsprocess: Vid värmebehandling av precisionsaluminiumlegeringsdelar, om temperaturen är för hög eller kylhastigheten är för snabb, kan det också leda till spänningskoncentration och sprickor inuti metallen. (3) Andra processproblem: Sandformen har dålig koncession, till exempel att sandkärnan inte är rundad. Den höga temperaturen vid den skarpa vinkeln på formsanden under hällning ger värmekoncentration, vilket är lätt att dra och spricka. Gyttjans kärnben är för stort, vilket hindrar krympning och ökar risken för sprickor. 4. Miljöproblem (1) Miljöfuktighet och renhet: Miljön med hög luftfuktighet av precisionsaluminiumlegeringsdelar kan leda till en ökning av fukt i formen, vilket ökar risken för porer och sprickor. Otillräcklig renhet av formen eller formen, såsom rester, oljefläckar etc., kan också påverka metallens flytbarhet och stelning, vilket ökar risken för sprickor.