English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

การเลือกเครื่องมือและเครื่องมือเป็นหนึ่งในเนื้อหาที่สำคัญในกระบวนการกลึงซีเอ็นซีซึ่งไม่เพียง แต่ส่งผลกระทบต่อประสิทธิภาพในการประมวลผลของเครื่องมือเครื่อง แต่ยังส่งผลโดยตรงต่อคุณภาพการประมวลผล เมื่อเทียบกับวิธีการประมวลผลแบบดั้งเดิมเครื่องจักรกลซีเอ็นซีมีความต้องการที่สูงขึ้นสำหรับเครื่องมือและเครื่องมือ ไม่เพียง แต่ต้องการความแม่นยำสูงความแข็งแกร่งและความทนทานสูง แต่ยังต้องมีมิติที่มั่นคงติดตั้งง่ายและปรับ
วัสดุเครื่องมือตัดเฉือน CNC 1, เหล็กความเร็วสูง
เหล็กความเร็วสูงเรียกว่าเหล็กฟันและเหล็กสีขาว มันเป็นเหล็กโลหะผสมที่ประกอบด้วยทังสเตน (W), โมลิบดีนัม (Mo), โครเมียม (Cr), วาเนเดียม (V), โคบอลต์ (Co) และองค์ประกอบอื่น ๆ แบ่งออกเป็นสองชุดหลักของทังสเตนและโมลิบดีนัมเป็นวัสดุตัดแบบดั้งเดิม ความแข็งของอุณหภูมิปกติคือ 62 ~ 65HRC ความแข็งความร้อนสามารถเพิ่มขึ้นเป็น 500 ℃ ~ 600 ℃ การเสียรูปขนาดเล็กหลังจากดับง่ายต่อการลับคมและสามารถปลอมและตัดได้ ไม่เพียง แต่สามารถใช้ในการผลิตดอกสว่านเครื่องตัด แต่ยังสามารถทำเครื่องมือที่ซับซ้อนเช่นเครื่องตัดเกียร์เครื่องตัดขึ้นรูปและอื่น ๆ แต่เนื่องจากความเร็วในการตัดที่อนุญาตต่ำ (50 เมตร / นาที) จึงใช้ส่วนใหญ่ในการประมวลผลความเร็วต่ำของเครื่อง CNC เหล็กความเร็วสูงทั่วไปเป็นตัวแทนของ W18Cr4V

2, คาร์ไบด์ซีเมนต์
คาร์ไบด์ซีเมนต์เป็นผลิตภัณฑ์ผงโลหะที่ทำจากคาร์ไบด์ที่มีความแข็งสูงและจุดหลอมเหลว (WC, TiC, TaC, NbC ฯลฯ ) โดยใช้ Co, Mo, Ni เพื่อทำกาว ความแข็งของอุณหภูมิปกติสามารถเข้าถึง 74 ~ 82HRC และสามารถทนต่ออุณหภูมิสูงจาก 800 ℃ ~ 1000 ℃ ต้นทุนการผลิตต่ำสามารถเล่นประสิทธิภาพการตัดที่ยอดเยี่ยมในความเร็วปานกลาง (150 เมตร / นาที) การตัดฟีดขนาดใหญ่จึงกลายเป็นวัสดุเครื่องมือที่ใช้กันอย่างแพร่หลายในเครื่องจักรกลซีเอ็นซี แต่ความเหนียวของผลกระทบและความแข็งแรงในการดัดงอต่ํากว่าเหล็กความเร็วสูงมาก ดังนั้นจึงไม่ค่อยทําเป็นเครื่องมือแบบเสาหิน ในการใช้งานจริงบล็อกคาร์ไบด์โดยทั่วไปจะถูกยึดกับตัวมีดโดยการเชื่อมหรือการยึดทางกล ทังสเตนคาร์ไบด์ที่ใช้กันทั่วไปมีสามประเภทหลักของทังสเตนโคบอลต์ (YG) โลหะผสม (YG8, YG6, YG3) ทังสเตนไทเทเนียม (YT) โลหะผสม (YT5, YT15, YT30) และทังสเตนไทเทเนียมแทนทาลัม (ไนโอเบียม) (YW), (YW1, YW2) โลหะผสม
3, คาร์ไบด์เคลือบ
เครื่องมือตัดคาร์ไบด์เคลือบเป็นชั้นหรือหลายชั้นของความต้านทานการสึกหรอที่ดีของ TiN, TiCN, TiAlN และ Al2O3 ฯลฯ ในเครื่องมือคาร์ไบด์ที่มีความเหนียวดีกว่าความหนาของการเคลือบคือ 2μm ~ 18μm การเคลือบผิวมักจะมีบทบาทสองด้าน: ในมือข้างหนึ่งมันมีค่าสัมประสิทธิ์การนำความร้อนต่ำกว่าเมทริกซ์เครื่องมือและวัสดุชิ้นงานซึ่งช่วยลดการกระทำความร้อนของเมทริกซ์เครื่องมือ ในทางกลับกันสามารถปรับปรุงแรงเสียดทานและการยึดติดของกระบวนการตัดได้อย่างมีประสิทธิภาพและลดการสร้างความร้อนในการตัด TiN มีคุณสมบัติแรงเสียดทานต่ำซึ่งช่วยลดการสูญเสียเนื้อเยื่อเคลือบ TiCN สามารถลดการสึกหรอของใบมีดด้านหลัง ความแข็งของการเคลือบ TiCN สูงขึ้น การเคลือบ Al2O3 มีฉนวนความร้อนที่ดีเยี่ยม เครื่องมือตัดคาร์ไบด์เคลือบได้รับการปรับปรุงอย่างมากทั้งในด้านความแข็งแรงความแข็งและความต้านทานการสึกหรอเมื่อเทียบกับเครื่องมือตัดคาร์ไบด์ สำหรับการตัดชิ้นงานที่มีความแข็ง 45 ~ 55HRC คาร์ไบด์เคลือบต้นทุนต่ำสามารถตัดความเร็วสูงได้ ในช่วงไม่กี่ปีที่ผ่านมาผู้ผลิตบางรายได้พึ่งพาวิธีการปรับปรุงวัสดุเคลือบและสัดส่วนซึ่งทำให้ลักษณะของเครื่องมือเคลือบดีขึ้นอย่างมาก
4, วัสดุเซรามิก
เซรามิกเป็นหนึ่งในวัสดุเครื่องมือที่มีการพัฒนาอย่างรวดเร็วในช่วง 20 ปีที่ผ่านมาและมีการใช้กันอย่างแพร่หลายมากขึ้น ในอนาคตอันใกล้เซรามิกอาจทำให้เกิดการปฏิวัติครั้งที่สามของการตัดเฉือนหลังจากเหล็กความเร็วสูงคาร์ไบด์ซีเมนต์
เครื่องมือเซรามิกมีข้อได้เปรียบของความแข็งสูง (91 ~ 95HRA) ความแข็งแรงสูง (ความแข็งแรงดัดเป็น 750MPa ~ 1000MPa) ความต้านทานการสึกหรอที่ดีเสถียรภาพทางเคมีที่ดีประสิทธิภาพการป้องกันการยึดเกาะที่ดีปัจจัยแรงเสียดทานต่ำและราคาต่ำ ไม่เพียงแค่นั้นเครื่องตัดเซรามิกยังมีความแข็งที่อุณหภูมิสูงมากความแข็งถึง 80HRA ที่ 1200 ℃ เมื่อใช้งานปกติอายุการใช้งานของเครื่องมือเซรามิกจะยาวนานมากและความเร็วในการตัดสามารถเพิ่มขึ้น 2 ~ 5 เท่าเมื่อเทียบกับเครื่องมือคาร์ไบด์โดยเฉพาะอย่างยิ่งเหมาะสำหรับการประมวลผลวัสดุที่มีความแข็งสูงการตกแต่งและการประมวลผลความเร็วสูงการประมวลผลความแข็งถึง 60HRC ของเหล็กชุบแข็งและเหล็กหล่อชุบแข็งเป็นต้น ใช้กันทั่วไปคือเซรามิกอลูมินาที่ใช้ซิลิคอนไนไตรด์เซรามิกและโลหะเซรามิก ฯลฯ อลูมิเนียมออกไซด์ฐานเครื่องมือเซรามิกมีความร้อนสูงกว่าคาร์ไบด์ซีเมนต์ ตัดขอบในสถานะตัดความเร็วสูงโดยทั่วไปจะไม่ก่อให้เกิดการเสียรูปพลาสติก แต่ความแข็งแรงและความเหนียวต่ำ เซรามิกซิลิคอนไนไตรด์นอกเหนือจากความแข็งความร้อนสูงยังมีความเหนียวที่ดีเมื่อเทียบกับเซรามิกซิลิกอนออกไซด์ข้อเสียของมันคือเมื่อประมวลผลเหล็กได้ง่ายในการผลิตการแพร่กระจายของอุณหภูมิสูงทำให้การสึกหรอของเครื่องมือรุนแรงขึ้น ซิลิคอนไนไตรด์เซรามิกเครื่องมือส่วนใหญ่ใช้ในการเปลี่ยนเหล็กหล่อสีเทาเป็นระยะ ๆ และการกัดเหล็กหล่อสีเทา โลหะเซรามิคเป็นชนิดของคาร์ไบด์เป็นวัสดุเมทริกซ์และวัสดุเครื่องมือที่คล้ายกับคาร์ไบด์ซีเมนต์ แต่มีความสัมพันธ์ที่ต่ำกว่าแรงเสียดทานที่ดีและทนต่อการสึกหรอได้ดีกว่าคาร์ไบด์ซีเมนต์ทั่วไปสามารถทนต่ออุณหภูมิการตัดที่สูงขึ้น แต่ขาดความต้านทานต่อแรงกระแทกของคาร์ไบด์ซีเมนต์ความเหนียวเมื่องานหนักและความแข็งแรงเมื่อฟีดขนาดใหญ่ที่ความเร็วต่ำ ในช่วงไม่กี่ปีที่ผ่านมาผ่านการวิจัยการปรับปรุงและการนำกระบวนการผลิตใหม่มาใช้ความแข็งแรงการดัดและความเหนียวของวัสดุเซรามิกได้รับการปรับปรุงอย่างมากเช่นเซรามิกโลหะชนิดใหม่ NX2525 ที่พัฒนาโดย Mitsubishi Metal Corporation ประเทศญี่ปุ่น Mitsubishi Metal Corporation ในประเทศสวีเดน ผลิตภัณฑ์ CT Series และใบมีดเซรามิคเคลือบโลหะทั้งความแข็งแรงดัดและความต้านทานการสึกหรอสูงกว่าโลหะเซรามิกทั่วไปซึ่งช่วยขยายขอบเขตการใช้งานของวัสดุเซรามิคได้อย่างมาก

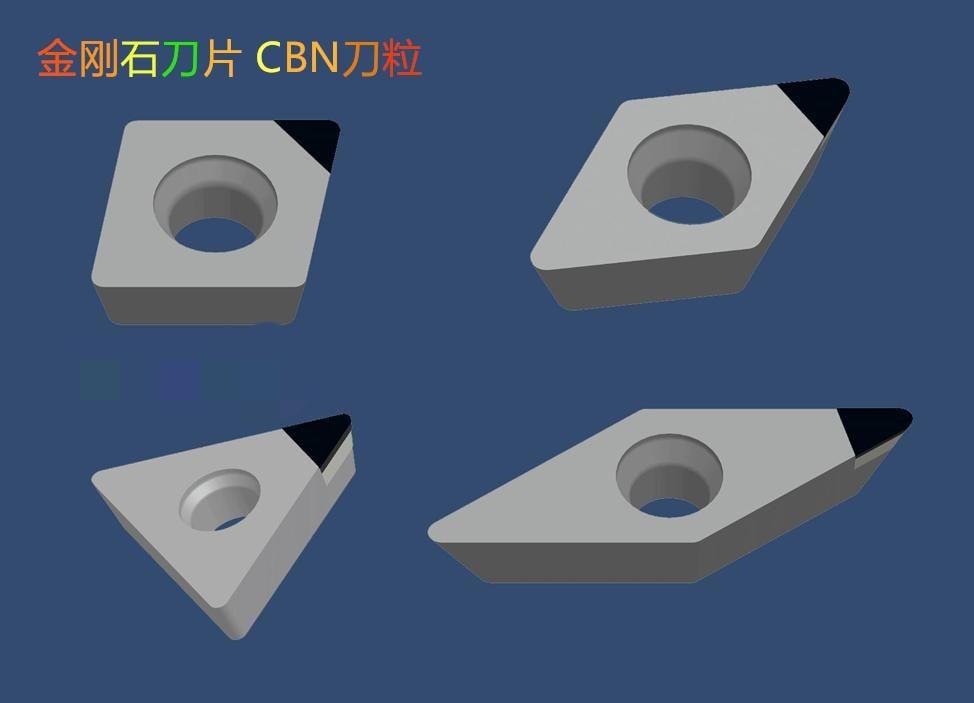
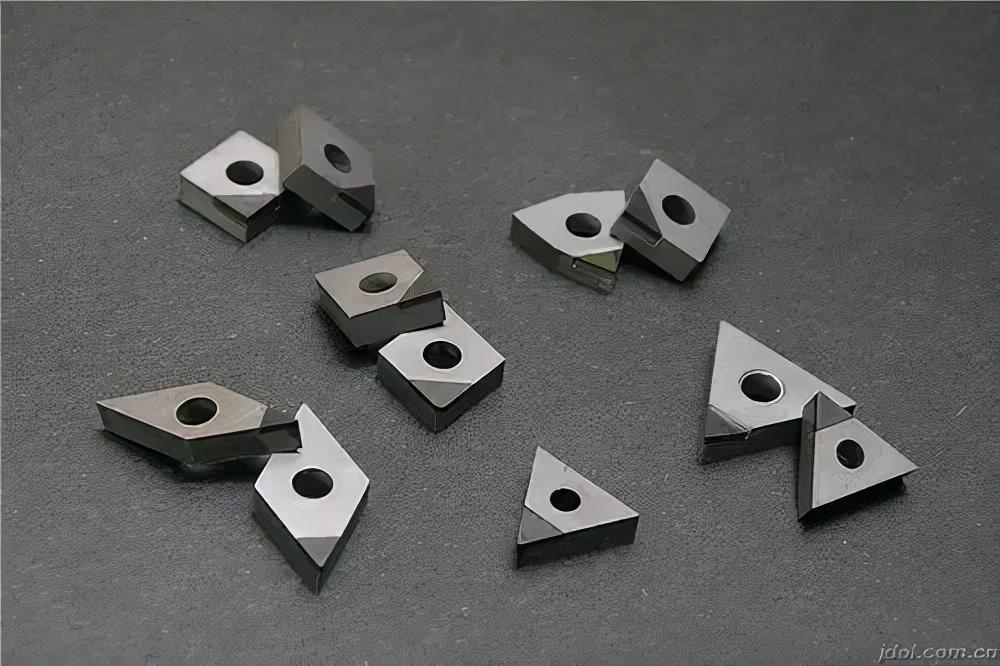
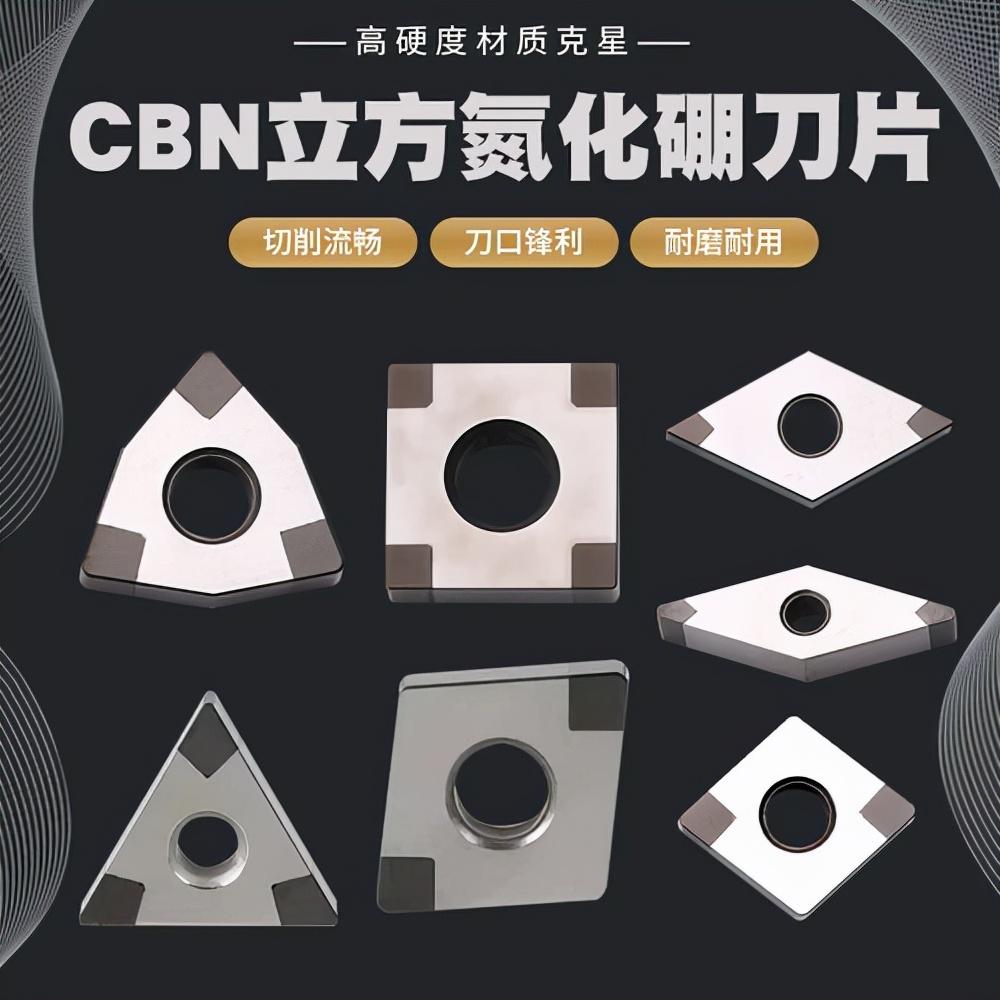
5, ลูกบาศก์โบรอนไนไตรด์ (CBN)
CBN เป็นวัสดุที่มีความแข็งสูงสังเคราะห์ความแข็งของมันสามารถเข้าถึง 7300 ~ 9000HV ความแข็งและความต้านทานการสึกหรอเป็นรองเพียงเพชรและมีความแข็งที่อุณหภูมิสูงที่ดีเยี่ยมเมื่อเทียบกับเครื่องมือเซรามิกความต้านทานความร้อนและความมั่นคงทางเคมีของมันแย่ลงเล็กน้อย แต่ความเหนียวของผลกระทบและความต้านทานต่อการแตกดีกว่า
มันใช้กันอย่างแพร่หลายสำหรับการตัดเหล็กชุบแข็ง (สูงกว่า 50HRC), เหล็กหล่อสีเทามุก, เหล็กหล่อเย็นและโลหะผสมอุณหภูมิสูง ฯลฯ เมื่อเทียบกับเครื่องมือคาร์ไบด์ความเร็วในการตัดสามารถเพิ่มระดับปริมาณได้ เครื่องมือ PCBN (Polycrystalline Cubic Boron Nitride) ที่มีปริมาณ CBN สูงมีความแข็งสูงทนต่อการสึกหรอได้ดีกำลังรับแรงอัดสูงและความเหนียวแรงกระแทกที่ดี ข้อเสียของมันคือความมั่นคงทางความร้อนที่ไม่ดีและความเฉื่อยทางเคมีต่ำ เหมาะสำหรับการตัดโลหะผสมทนความร้อนเหล็กหล่อและโลหะเผาในระบบเหล็ก เนื้อหาของอนุภาค CBN ต่ำในเครื่องมือตัด PCBN คอมโพสิต ใช้เซรามิกเป็นกาว ความแข็งของมันต่ำ แต่ชดเชยลักษณะของความเสถียรทางความร้อนที่ไม่ดีและความเฉื่อยทางเคมีต่ำของ PCBN ที่มีเนื้อหา CBN สูง เหมาะสำหรับการตัดเหล็กชุบแข็ง ในด้านการใช้งานสำหรับการตัดเหล็กหล่อสีเทาและเหล็กชุบแข็งเครื่องมือเซรามิกและเครื่องมือ CBN สามารถเลือกได้ในเวลาเดียวกัน เมื่อทำการตัดแห้งของเหล็กชุบแข็งค่าใช้จ่ายในการเลือกเซรามิก Al2O3 จะต่ำกว่าวัสดุ PCBN เนื่องจากเครื่องมือเซรามิกมีเสถียรภาพทางเคมีความร้อนที่ดี แต่ไม่ดีเท่ากับความเหนียวและความแข็งของเครื่องมือ PCBN เมื่อตัดชิ้นงานที่มีความแข็งต่ำกว่า 60HRC และปริมาณฟีดขนาดเล็กเครื่องมือเซรามิกเป็นทางเลือกที่ดีกว่า เครื่องมือตัด PCBN เหมาะสำหรับชิ้นงานที่มีความแข็งสูงกว่า 60HRC โดยเฉพาะอย่างยิ่งมีความสำคัญมากขึ้นเมื่อการประมวลผลอัตโนมัติและการประมวลผลที่มีความแม่นยำสูง
6, เพชรโพลีคาร์บอเนต (PCD)
PCD เป็นวัสดุเครื่องมือที่ยากที่สุดความแข็งสามารถเข้าถึง 10000HV มีความต้านทานการสึกหรอที่ดีที่สุดมีความสามารถในการประมวลผลวัสดุโลหะที่ไม่ใช่เหล็กที่อ่อนนุ่มด้วยความเร็วสูง (1000 เมตร / นาที) และความแม่นยำสูง แต่มีความไวต่อแรงกระแทกและแตกหักได้ง่าย นอกจากนี้ยังมีความสัมพันธ์ที่แข็งแกร่งกับเหล็กในโลหะเหล็กและง่ายต่อการทำให้เกิดปฏิกิริยาทางเคมีโดยทั่วไปสามารถใช้สำหรับการประมวลผลชิ้นส่วนที่ไม่ใช่เหล็กเช่นโลหะที่ไม่ใช่เหล็กและโลหะผสมใยแก้วเซรามิควิศวกรรมและคาร์ไบด์และวัสดุที่แข็งมาก