English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

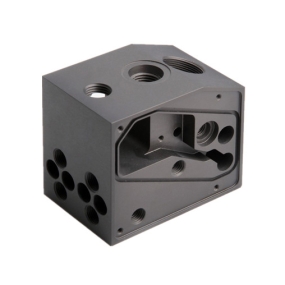
สาเหตุส่วนใหญ่ของการกระแทกของชิ้นส่วนปั๊มโลหะเกิดจากฝุ่นหรือตะไบเหล็กที่ติดอยู่กับรูปลักษณ์ของวัตถุดิบหรือแม่พิมพ์ ดังนั้นจะหลีกเลี่ยงสิ่งนี้ได้อย่างไร
1. การดูและการแก้ไขแม่พิมพ์ยืดของชิ้นส่วนปั๊มโลหะ: แม่พิมพ์ยืดต้องมีการตรวจสอบและบำรุงรักษาอย่างสม่ำเสมอเพื่อลดการเกิดนูนและเว้าและรักษาสถานะที่มั่นคง การปฏิบัติตามปกติคือการใช้ตัวอย่างเพื่อตรวจสอบสภาพของรอยขีดข่วนกาวและพื้นผิวการประมวลผล (มุมโค้งมนของแม่พิมพ์เว้า มุมโค้งมนของแม่พิมพ์นูน);
2. การดูและแก้ไขแม่พิมพ์ตัดของชิ้นส่วนปั๊มโลหะ: สาเหตุของการเกิดนูนและเว้าหลังจากกระบวนการตัดเป็นเพราะผงเหล็กเกิดขึ้นในระหว่างกระบวนการตัดดังนั้นจึงจำเป็นต้องสังเกตผงเหล็กก่อนปั๊มเพื่อป้องกันการเกิดนูนและเว้า; 000 @ 000 3 ความเร็วของหุ่นยนต์ที่เหมาะสม: เกี่ยวกับการผลิตแม่พิมพ์ดึงกึ่งอัตโนมัติเมื่อแม่พิมพ์ดึงนูนอยู่ในตำแหน่งแม่พิมพ์ล่างและความเร็วของหุ่นยนต์นั้นเร็วมากครีบจะตกลงไปที่ส่วนบนของ แม่พิมพ์นูนทำให้เกิดการกระแทกและเว้า เพื่อป้องกันปัญหาประเภทนี้เราสามารถทำการทดลองการปล่อยของชิ้นส่วนก่อนการผลิตและตั้งค่าความเร็วและมุมการปล่อยของหุ่นยนต์อย่างสมเหตุสมผลเพื่อไม่ให้สัมผัสกับชิ้นส่วนและแม่พิมพ์
4. ดูพื้นผิวการตัด: เมื่อตัดขดลวดการสึกหรอและความเสียหายของแม่พิมพ์ตัดจะเกิดขึ้นผงเหล็กขนาดเล็กจำนวนมากที่ติดอยู่กับขอบตัดดังนั้นจึงจำเป็นต้องตรวจสอบพื้นผิวการตัดคู่ในพื้นที่วัสดุหรือ เส้นปั๊มก่อนการผลิตปั๊มและทำความสะอาดแผ่นเพื่อขจัดเสี้ยนในเวลา;
5. การตรวจสอบอุปกรณ์ทำความสะอาดแผ่น: ชิ้นส่วนปั๊มโลหะจะต้องตรวจสอบและตัดแต่งการเตรียมการทำความสะอาดในเวลาเดียวกันก่อนการผลิตเพื่อให้สามารถทำความสะอาดแผ่นได้อย่างมีประสิทธิภาพมากขึ้นซึ่งเป็นสิ่งจำเป็นมากและยังต้องใส่ใจกับช่องว่างลูกกลิ้งและคุณภาพของน้ำมันทำความสะอาด วิธีการโดยละเอียดคือการทาสีสีแดงบนแผ่นเหล็กแล้วปล่อยให้มันผ่านการจัดการทำความสะอาด ในเวลานั้นตรวจสอบรูปร่างของสาเหตุก่อนหน้าของการเพิกถอนสีแดง หากอัตราการกำจัดไม่ผ่านเกณฑ์จะต้องตรวจสอบและตัดแต่งการจัดการทำความสะอาด เมื่อน้ำมันทำความสะอาดหายไปจะต้องลดลงในเวลา
บทความนี้มาจาก EMAR Mold Co. Ltd. สำหรับข้อมูลเพิ่มเติมเกี่ยวกับ EMAR โปรดคลิก: www.sjt-ic.com