

1. ชิ้นงานที่ประมวลผลด้วย CNC ไม่ได้ทำความสะอาดและไม่มีมาตรการป้องกันการเกิดออกซิเดชัน ในระหว่างการตัดเฉือนชิ้นส่วนจะต้องสัมผัสกับสารละลายสต็อกสารหล่อเย็นอากาศและน้ำอย่างหลีกเลี่ยงไม่ได้ ได้รับผลกระทบจากปัจจัยเหล่านี้พื้นผิวของชิ้นงานผลิตแผ่นออกซิเดชันสีขาวเราใช้การทดสอบมุมฉากเพื่อวิเคราะห์อิทธิพลของสารละลายสต็อกสารหล่อเย็นน้ำและอากาศสามปัจจัยในการผลิตแผ่นโลหะออกซิไดซ์สีขาวระดับถูกกำหนดเป็นมีและไม่มีตามลำดับ 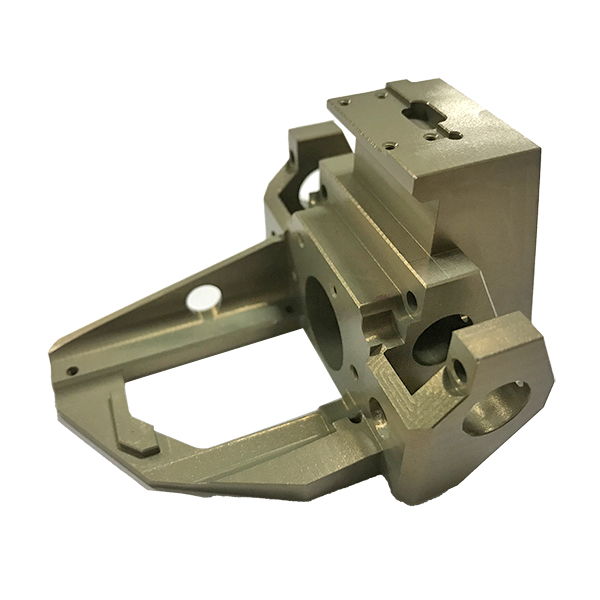 สารละลายน้ำหล่อเย็นและหยดน้ำบนพื้นผิวของชิ้นงานแยกอากาศโดยการใช้วาสลีนและเวลาทดสอบคือ 13 วัน (รอบการประมวลผลขนาดรูปร่างของชิ้นส่วนประมาณ 13 วัน) ผลลัพธ์แสดงให้เห็นว่าการกัดกร่อนออกซิเดชันของพื้นผิวเกิดขึ้นภายใต้การกระทำของสารละลายสต็อกสารหล่อเย็นและอากาศส่งผลให้ชิ้นส่วนไม่ตรงตามข้อกำหนดการรักษาพื้นผิวดังนั้นชิ้นงานที่ไม่ได้รับการทำความสะอาดและไม่มีมาตรการป้องกันการเกิดออกซิเดชันจึงเป็นสาเหตุหนึ่งที่ทำให้อัตราการผ่านการผลิตชิ้นส่วนต่ำ 2. การขาดอุปกรณ์เครื่องมือ เพื่อตรวจสอบการอนุมานของทีมเราได้ทดลองผลิตและประมวลผลผลิตภัณฑ์อื่น ๆ 3 รายการด้วยอุปกรณ์ขัดพิเศษในระหว่างการทดสอบและนับอัตราการทิ้งตามลำดับ หลังจากเปรียบเทียบอัตราการทิ้งของผลิตภัณฑ์ทดสอบกับอัตราการทิ้งของชิ้นส่วนนี้พบว่าอัตราการทิ้งแตกต่างกันเกือบ 8 เท่า ดังนั้นการขาดอุปกรณ์ขัดจึงเป็นอีกสาเหตุหนึ่งที่ทำให้อัตราการทิ้งของผลิตภัณฑ์สูง วิธีการขัดแบบดั้งเดิมคือการติดตั้งชิ้นงานบนอุปกรณ์ที่หมุนได้และถือกระดาษทรายเพื่อกดชิ้นส่วนเพื่อปัดเศษด้านนอกวิธีการขัดแบบดั้งเดิมมีข้อดีคือใช้งานง่ายและประหยัด มีการใช้กันอย่างแพร่หลายในอุตสาหกรรมการตัดเฉือน ข้อเสียนั้นชัดเจน เช่น แรงขัดไม่คงที่ การป้อนไม่ต่อเนื่อง และประสิทธิภาพการขัดชิ้นส่วนต่ำ เรามองหาแนวคิดการออกแบบเครื่องมือจากวิธีการขัดแบบดั้งเดิมและรักษาข้อดีไว้ จุดขัดได้รับการขัดเกลา ได้แก่ พื้นผิวสัมผัสการขัด (กระดาษทรายแบบใช้มือถือ) แรงขัด (เกิดจากการกดแขน) ปริมาณการป้อน (การเคลื่อนไหวของฝ่ามือ) และจุดข้างต้นได้รับการตระหนักโดยใช้โครงสร้างทางกล หลังจากใช้เครื่องมือนี้ ชิ้นส่วนต่างๆ สามารถรับแรงสม่ำเสมอในระหว่างการขัด เครื่องมือนี้สามารถติดตั้งบนที่ใส่เครื่องมือของอุปกรณ์ขัดเงา รวมกับฟังก์ชันดั้งเดิมของอุปกรณ์เพื่อให้ได้ฟีดที่สม่ำเสมอในเวลาเดียวกัน เพื่อหลีกเลี่ยงไม่ให้อุปกรณ์ขัดเงาบดชิ้นส่วน วัสดุ PTFE ที่มีวัสดุที่อ่อนนุ่ม ความเหนียวที่แข็งแกร่ง และอุณหภูมิสูงจึงถูกเลือกเป็นวัสดุสำหรับหัวขัด สำหรับกระดาษทรายขัดเงา เราเลือกกระดาษทรายขัดเงาบางประเภทที่มีพื้นผิวที่อ่อนนุ่มและกาวด้านหลัง การใช้งานจริงช่วยเพิ่มอัตราการผ่านการตัดเฉือนของชิ้นส่วนผ่านการปรับวิธีการขัดชิ้นส่วนให้เหมาะสมที่สุด การออกแบบเครื่องมือขัดสากลเป็นจุดเด่นของโครงการนี้ เครื่องมือนี้ช่วยแก้ปัญหาแรงขัดเงาที่ไม่คงที่ การป้อนที่ไม่ต่อเนื่อง และประสิทธิภาพการขัดเงาต่ำในวิธีการขัดแบบดั้งเดิมได้อย่างมีประสิทธิภาพ และเป็นพื้นฐานและประสบการณ์อ้างอิงสำหรับการประมวลผลชิ้นส่วนเพลาที่มีความแม่นยำอื่นๆ ในอนาคต
สารละลายน้ำหล่อเย็นและหยดน้ำบนพื้นผิวของชิ้นงานแยกอากาศโดยการใช้วาสลีนและเวลาทดสอบคือ 13 วัน (รอบการประมวลผลขนาดรูปร่างของชิ้นส่วนประมาณ 13 วัน) ผลลัพธ์แสดงให้เห็นว่าการกัดกร่อนออกซิเดชันของพื้นผิวเกิดขึ้นภายใต้การกระทำของสารละลายสต็อกสารหล่อเย็นและอากาศส่งผลให้ชิ้นส่วนไม่ตรงตามข้อกำหนดการรักษาพื้นผิวดังนั้นชิ้นงานที่ไม่ได้รับการทำความสะอาดและไม่มีมาตรการป้องกันการเกิดออกซิเดชันจึงเป็นสาเหตุหนึ่งที่ทำให้อัตราการผ่านการผลิตชิ้นส่วนต่ำ 2. การขาดอุปกรณ์เครื่องมือ เพื่อตรวจสอบการอนุมานของทีมเราได้ทดลองผลิตและประมวลผลผลิตภัณฑ์อื่น ๆ 3 รายการด้วยอุปกรณ์ขัดพิเศษในระหว่างการทดสอบและนับอัตราการทิ้งตามลำดับ หลังจากเปรียบเทียบอัตราการทิ้งของผลิตภัณฑ์ทดสอบกับอัตราการทิ้งของชิ้นส่วนนี้พบว่าอัตราการทิ้งแตกต่างกันเกือบ 8 เท่า ดังนั้นการขาดอุปกรณ์ขัดจึงเป็นอีกสาเหตุหนึ่งที่ทำให้อัตราการทิ้งของผลิตภัณฑ์สูง วิธีการขัดแบบดั้งเดิมคือการติดตั้งชิ้นงานบนอุปกรณ์ที่หมุนได้และถือกระดาษทรายเพื่อกดชิ้นส่วนเพื่อปัดเศษด้านนอกวิธีการขัดแบบดั้งเดิมมีข้อดีคือใช้งานง่ายและประหยัด มีการใช้กันอย่างแพร่หลายในอุตสาหกรรมการตัดเฉือน ข้อเสียนั้นชัดเจน เช่น แรงขัดไม่คงที่ การป้อนไม่ต่อเนื่อง และประสิทธิภาพการขัดชิ้นส่วนต่ำ เรามองหาแนวคิดการออกแบบเครื่องมือจากวิธีการขัดแบบดั้งเดิมและรักษาข้อดีไว้ จุดขัดได้รับการขัดเกลา ได้แก่ พื้นผิวสัมผัสการขัด (กระดาษทรายแบบใช้มือถือ) แรงขัด (เกิดจากการกดแขน) ปริมาณการป้อน (การเคลื่อนไหวของฝ่ามือ) และจุดข้างต้นได้รับการตระหนักโดยใช้โครงสร้างทางกล หลังจากใช้เครื่องมือนี้ ชิ้นส่วนต่างๆ สามารถรับแรงสม่ำเสมอในระหว่างการขัด เครื่องมือนี้สามารถติดตั้งบนที่ใส่เครื่องมือของอุปกรณ์ขัดเงา รวมกับฟังก์ชันดั้งเดิมของอุปกรณ์เพื่อให้ได้ฟีดที่สม่ำเสมอในเวลาเดียวกัน เพื่อหลีกเลี่ยงไม่ให้อุปกรณ์ขัดเงาบดชิ้นส่วน วัสดุ PTFE ที่มีวัสดุที่อ่อนนุ่ม ความเหนียวที่แข็งแกร่ง และอุณหภูมิสูงจึงถูกเลือกเป็นวัสดุสำหรับหัวขัด สำหรับกระดาษทรายขัดเงา เราเลือกกระดาษทรายขัดเงาบางประเภทที่มีพื้นผิวที่อ่อนนุ่มและกาวด้านหลัง การใช้งานจริงช่วยเพิ่มอัตราการผ่านการตัดเฉือนของชิ้นส่วนผ่านการปรับวิธีการขัดชิ้นส่วนให้เหมาะสมที่สุด การออกแบบเครื่องมือขัดสากลเป็นจุดเด่นของโครงการนี้ เครื่องมือนี้ช่วยแก้ปัญหาแรงขัดเงาที่ไม่คงที่ การป้อนที่ไม่ต่อเนื่อง และประสิทธิภาพการขัดเงาต่ำในวิธีการขัดแบบดั้งเดิมได้อย่างมีประสิทธิภาพ และเป็นพื้นฐานและประสบการณ์อ้างอิงสำหรับการประมวลผลชิ้นส่วนเพลาที่มีความแม่นยำอื่นๆ ในอนาคต
สวัสดี! ยินดีต้อนรับสู่เว็บไซต์ของ บริษัท EMAR!
 Thai
Thai » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque










