

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

Kamusta kayong lahat, sa ating industriya ng makina, laging nagkaroon ng problem a sa sakit ng ulo, na ang error rate ng operasyon.
Ginugol ko ang ilang oras sa pagsasaayos ng standard na proseso ng operasyon ng CNC ngayon. kung sundin natin ang proseso na ito, tingin ko maaari itong mabawasan ng maraming hindi kinakailangang pagkakamali.
Ang mga lider o mga kaibigan na bago sa industriya ay maaaring mangolekta ito, i-print ito, at i-hang ito sa kasangkapan ng makina.

1. Paghahanda
Maghanda ng mga kailangang kasangkapan, kagamitan, atbp. Ang unang bagay na gagawin sa trabaho araw-araw ay upang suriin kung ang iba't ibang parametro ng kasangkapan ng makina ay normal, tulad ng kung mayroong anumang abnormal na ingay sa pagsisimula, kung ang iba't ibang komponento ng kasangkapan ng makina ay maaaring gumana ng normal, kung ang lubricating oil, spindle oil, atbp. ay normal at walang pagkabalisa, at upang maghanda ng checklist para sa kasangkapan ng makina. Kung mayroon pang proseso ng hand over, ito ay pinakamahusay na kamay ito sa nakasulat na form kaysa sa verbal upang maiwasan ang magkakasama buck pagpasa.
2. Pag-on
Bago magsimula, kailangang bumalik ang aparato sa orihinal na posisyon nito. Kung ang aparato ay hindi tumatakbo ng matagal na panahon, tumakbo ang warm-up program ng 5 hanggang 10 minuto pagkatapos ng simula. Ang bilis at feed rate ay dahan-dahan na tumataas mula sa 20% hanggang sa 80% hanggang sa nakumpleto ang preheating ng makina.
3. Program sheet
Bago ang pagpapapro-proseso, kailangan mababasa ang sheet ng programa at mga drawing, i-confirm na ang numero ng trabaho ng pagpapapro-proseso ay parehong at ang laki ay parehong, at ilagay ang direksyon ng workpiece ayon sa sheet ng program.
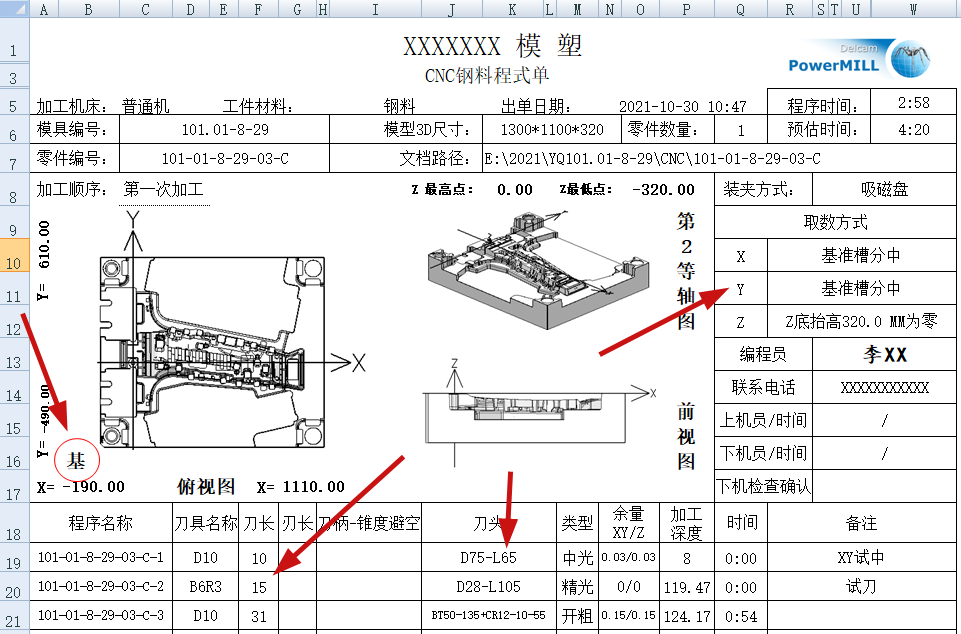 Processing Program Sheet
Processing Program Sheet
4. Bago mag-boarding ang makina
Bago ang workpiece ay ilagay sa machine, ang workbench ay dapat malinis nang lubusan. kung mayroong burrs sa workpiece, dapat ito malinis sa isang file at wiped malinis ng dust, stains ng langis, stains ng tubig, atbp.
5. Pag-print ng talahanayan
Kapag gumagawa ng talahanayan, mahalaga na tandaan na kung ito ay isang makinis na materyal, ang parallelism, perpendicularity, at kaayusan ng materyal ay dapat suriin, at ang workpiece angle ruler ay dapat na konfirmasyon bago ang talahanayan ay kalibrat.
6. Puntuasyon sa gitna
Sa panahon ng division, ang reference angle sa program sheet ay dapat makita nang malinaw. Pagkatapos nakumpleto ang division, ito ay dapat i-check muli, at kung kinakailangan, ang lider ng team o mga kasamahan ay dapat i-check ang bawat isa.
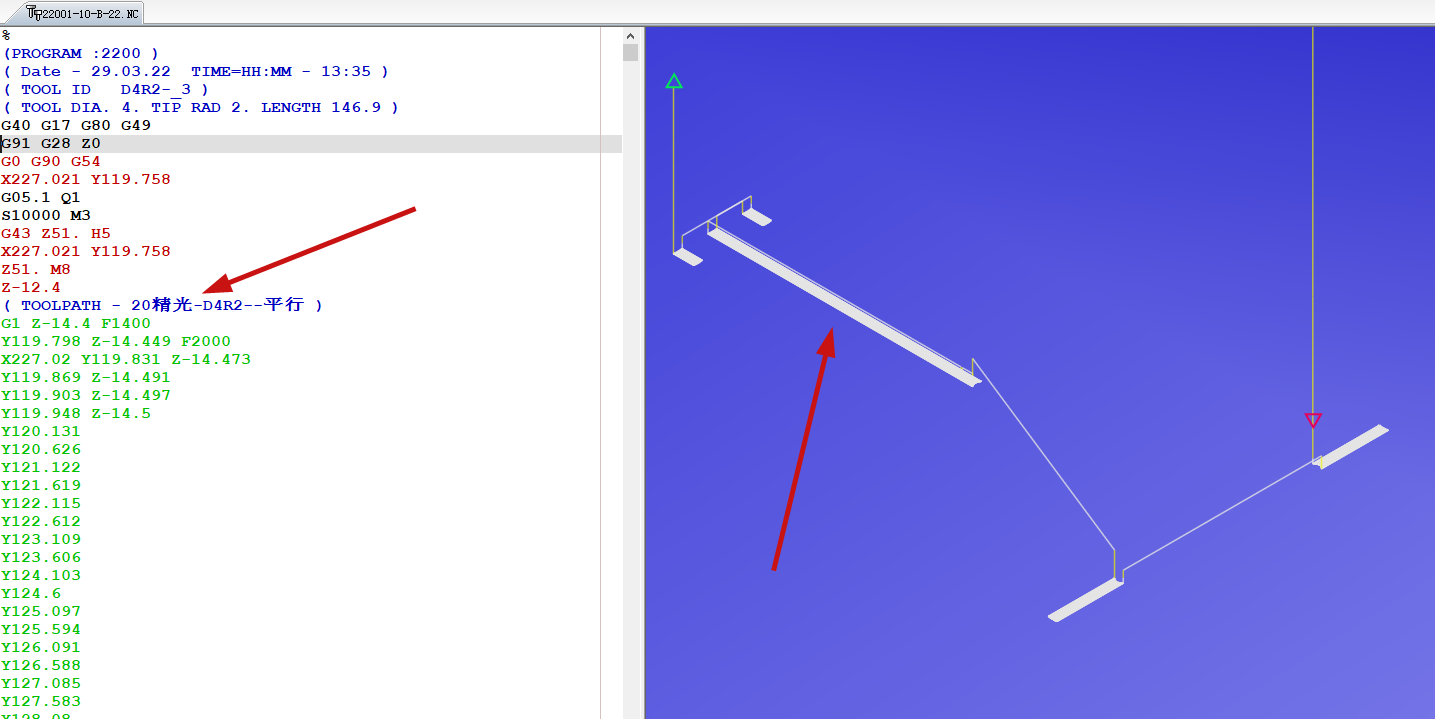
7. Simulasyon
Bago magsimula ng bawat program, ang simulasyon ng path ng tool ay dapat suriin upang matiyak na walang problema sa program habang nagpapaproseso. Sa simula ng proseso, ang feed rate ay dapat itakda bilang base o tumatakbo sa iisang seksyon. Pagkatapos ng tool ay karaniwang pumasok, ang rate ay dapat itaas at ang unang pinutol ay dapat gawin upang matiyak kung ang depth and cutting position ay tama. Kung may problema, ang proseso ay dapat itigil agad.
8. Pag-proseso
Sa panahon ng proseso ng paggawa ng makina, kailangan na mabuti ang pagsusuot ng mga partikel ng kagamitan o mga kagamitan ng pagputol, paglilinis ng mga kagamitan sa maayos na paraan, at palitan ang mga partikel ng kagamitan upang maiwasan ang pagkasira ng kagamitan o pinsala sa may-ari ng kagamitan. Pagkatapos ng pagpapatakbo ng proseso ay karaniwang, maghanda para sa susunod na programa o workpiece at ayusin ang oras ng pagpapatakbo sa makatwirang paraan.
9. Pagkumpleto ng pagsusuri sa sarili
\9312; Pagkatapos ng workpiece ay proseso, ang unang hakbang ay ang pagsusuri sa sarili, at lamang pagkatapos ng pagpasa ng inspeksyon ito ay maaaring alisin mula sa machine. Pagkatapos ilagay ang workpiece sa proseso na lugar.
\9313; Kapag ang mga pagkakamali sa pagsusulit ay natagpuan, mangyaring ipaalam agad sa taong nasa lokasyon na nagmamalasakit.
10.6S specification
Dapat ilagay ng mga operador ang mga kagamitan at mga papel sa angkop na posisyon sa buong proseso ng trabaho, at panatilihin ang lugar na malinis at maayos, at tunay na makamit ng "organisasyon, rectificasyon, paglilinis, pagkamalinis, literasyon at kaligtasan".
11. Handover
Bago umalis sa trabaho, kailangan na ibahagi ang trabaho sa susunod na operator na batay sa program sheet, malinaw kung saan ito ay hindi tapos, kung ano ang nangangailangan ng pansin, at kung ano ang urgent, at panatilihin ang mga tala.
Ang nasa itaas ay ang aking pag-unawa sa proseso ng CNC Machining.






