

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Prozes İşletme: Metal baskı metal deformasyonuna dayanan metal işleme yöntemidir. Çap metaline baskı uygulamak için, çarşaf metalinin plastik deformasyonu ya da ayrılmasını neden ediyor, bu yüzden bazı şekilde, boyutlu ve performans ile (baskılı parçalar) parçalarını alır. Teknoloji oluşturulması otomatik vücutların üretim sürecinde önemli bir rol oynuyor.
Metal Stamping can be used to process shallow concave metal shapes, and the processing requirements for molds are relatively high, and this process is only suitable for large-scale production. Bu süreç işlemde yüksek precizit ve materyal kalınlığında önemli değişiklikler yok. Derin ve elması arasındaki oran azaldığında makine süreci derin çizime benziyor ve bu makine sürecilerinin kalınlığını önemli olarak azaltmadı.
Bölümlerin toplam üretimi, ilerleme aletlerinin temel üzerinde çoklu formlama ve kesme süreçlerinin tüm kullanımına ihtiyacı var. Çabuk işlemde bir dizi mol önemlidir. Makinelerin parçaları sürecinde bazen önceki parçalarda ikinci bir operasyon yapmak gerekir. Bazı parçalar 5 ya da daha fazla operasyona ihtiyacı olabilir ki bu süreçlerin sayısını gösterir. Bu süreç metal çarşaflarını cilindrik, konik ve yarısı şekillere işleyebilir. Bu süreçte sık bastırma ve bastırma kombinasyonu tüm tasarımın geniş bir dizaynı seçenekleri verir. Yangın kenarları makineler, asimetrik tekerlekler ve perforasyonla şekiller yaparken, bu süreçte farklı özellikler önemlidir.
Teknik Tasvir 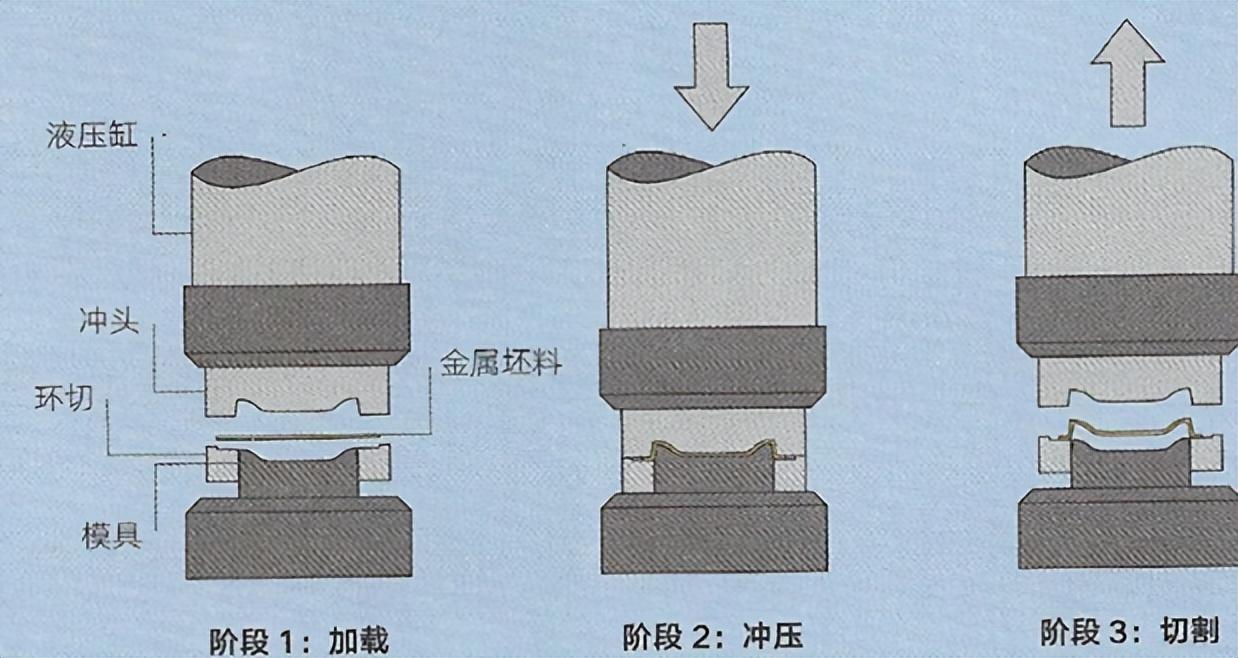
Metal stamping is a specific process carried out on a punching machine, which transfers power to the punch through a hydraulic cylinder or mechanical device (such as a cam press). Genelde hidrolik cilindri seçildi çünkü tüm baskı döngüsünde üniforma basınç var. Mekanik cihazları kullananlar de metal işleme endüstrisinde yer var.
Sıçaklar ve süpürler özel ve genellikle sadece bir şekilde oluşturma veya yumruklama operasyonu yapıyor. Operasyonda metal biletleri genelde çalışma bankasına yüklüyor. Sonra yumruğu çarpıp parçasının oluşturma sürecini bir çarpışta tamamlayın.
Kıpırdama tamamlandıktan sonra, striptizci yukarı taşınıp parçasını dışarı çıkarır. Bu noktada parçası çıkarılır. Bazen bölüm oluşturulması sürekli bir süreç ve işlemden sonra, ayrıca bir bastırma süreç geçmesi gerekiyor. Bunlar genelde sürekli sıcak işleme ve oluşturma süreci olarak bilinir.
Bu işleme şartları altında işletilen metal parçaları çalışma tabanında işleme sıradaki aşamasına taşınıyor. This process can be operated manually or through transfer tracks. Çoğu sistemler işlemek için yüksek hızları otomatik edilir. Sonraki adım basınç işleme, basınç, kilitleme, ya da diğer ikinci işleme dahil olabilir.
Sıçrama işlemlerinin tipik uygulaması çok geniş. Otomatik endüstrisindeki büyük ölçekli metal işleme süreçlerinin çoğunu, araba bedenlerini, kapı çizgilerini ve dalgalarını dahil etmektedir.
Bu süreç metal kamera vücutlarını, cep telefonlarını, televizyon kaserini, evi aletlerini ve MP3 oyuncularını işlemek için kullanılır. Mutfak ve ofis ekipmanları, aletleri ve bıçakları da bu süreç kullanır. Bölümlerin dış şekli ve iç yapısı bu süreç kullanarak işledilebilir.
İlişkili süreçler kullanarak küçük parçalar üretilmesi metal işleme, metal dönüşü ya da küçük parçalar tarafından başarılır. These processes can produce shapes similar to metal stamping, but require relatively high labor skills.
Sıçrama ve derin çizim sürecileri benzer olsa da, hala önemli farklılıklar var. Bölümün derinliği elmasının 1/2'den büyük olduğunda, parçası duvarın kalıntısını azaltmak için uzatmalı. Bu materyali fazla uzatmaktan ve parçalamaktan kaçırmak için hızlı ve yavaş operasyon gerekiyor.
Süper plastik formlaması daha büyük ve daha derin parçalar üretmek için basit operasyonları kullanabilir. Ancak bu işlem, süper plastik olması gerektiği için aluminium, magnesium ve titanium ile sınırlı.
Metal profilleri işleme kalitesinden oluşturduğu bölümlerin metal materyallerinin duştuklarını ve gücünü birleştirir, sertlik ve parlak arttırır.
Eğer yüzey etkisi ihtiyaçları özellikle sıkı değilse, parçalar deformasyondan sonra sadece küçük bir şekilde tedavi edilmeli. Kuş patlaması yüzey ağırlığını azaltmak için kullanılır. Ayrıca parçalar barut yayılması, resim, ya da elektroplanması üzerinden daha fazla işletilebilir.
Bunlar çabuk ve tam olarak çiftlik metal kullanarak sıcak şekiller üretilmenin metodları. Döngüler, kareler ve polygonlar bu süreç kullanabilir.
Kuvarlanmış parçalar kaburganları eklerek parçaların gücünü arttırabilir ve bu ağırlık ve işleme maliyetlerini azaltır. Uygun bir mol seçilmek, kompleks kurve ve karmaşık yüzlerle profilleri işleyebilir. Bu işi tamamlamak için benzer bir süreç metal işleme, ama çok yetenekli çalışanlar gerekiyor. Sok mollar metal işleme ve metal baskısı için uygulanabilir. Bu çöpün bir tarafı, yumrukta metal bileti oluşturmak için yeterince basınç uygulayabilir.
Tasarım düşünceleri: Çamplama dikey bir köşe üzerinde gerçekleştirilir. Bu yüzden, ikinci bastırma açısı oluşturuyor. Secondary stamping includes pressure deformation, cutting extension, and curling.
The first stamping operation can only reduce the diameter of the defective material by 30%. Devamlı operasyon elması %20'e düşürebilir. Bu, bazı parçaların işlemesinin sürekli bir sayısına ihtiyacı vardır.
Derin çizim teknolojisinde süreç makinenin işleme kapasitesi ile sık sık sınırlı. Makine yatağının büyüklüğü biletin boyutunu belirliyor ve sık uzunluğunu belirliyor. İşlenme döngüsü parçaların sıkışması ve karmaşıklığıyla belirlenir.
The thickness of stamped stainless steel ranges from 0.4 to 2mm, and it is possible to process up to 6mm thick plates, but it will be affected by the shape and shape.
Bu süreç kullanarak karbon çelik, nerdeyse çelik, aluminium, magnesium, kase, baker, brass ve zink gibi metal çarşafları gibi işleyebilir.
The processing cost is relatively high due to the need for high-strength metal molds during processing. Yarı sağlam gum molları düşük maliyetleri var ama hala tek taraflı metal aletleri gerekiyor ve sadece küçük topu üretimi için uygun.
İşlenme döngüsü çok kısa ve 1-100 parçası 1 dakika içinde işleyebilir. Toprakları değiştirmek ve ayarlamak belli bir süre zamanı gerekiyor.
Çalışma maliyeti otomatik yüksek derecede oldukça düşük. Polonyalık ve polisleme çalışma maliyetlerini önemli olarak artıracak.










