English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


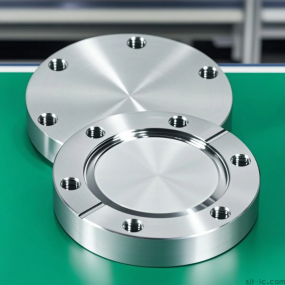
1. Bölüm çizimlerin analizi
1) Dışarı döngünün A'ye bağlı sırası ± 0,05mm;
2) Başvur uçağına karşı karşılaşan sağ sonun parallelizm toleransi 0,05mm;
3) Dışarıdaki yüzeyin çevrelik toleransı 0,01mm;
4) İçindeki yüzeyin çevrelik toleransı 0,01mm;
5) Normalize 190-207HBS;
6) Material QT600- 3
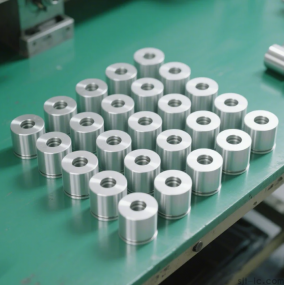
2. Cylinder liner makinelerinin kartı


3. İşlemin analizi
1) Zilinder çizgisi ince duvarlı parçalara ait. Zavallı çalışma parçalarının zorlukları yüzünden, çalışma parçasının boyutlu ve şekilde doğruluğunu etkileyen güçlerin kesmesi ve çarpması yüzünden dönüş sürecinde deformasyona yakın durumda. Bu yüzden, çarpma, araç açısı, miktarı kesme ve soğuk simetrik kesme mantıklı seçim, ince duvarlı parçaların makinelerini sağlamak için bütün önemli faktörler.
2) Bölümlerin iç ve dışarıdaki dairelerin doğruluğu relativ yüksektir ve işleme sırasında zor ve ince makinelerin ayrılması gerekir;
3) Silinder çizgisinin sonunda kullanıldığı zaman silindir bloğuna basılır ve iç dijaman boyutu tekrar makine edilir. 5 mm basınca pozisyon ve yönetme rolünü oynuyor.
Açıklama:
1. Çünkü belgelerde yüksek ve düşük toleransları göstermek ve süreç kartlarını indirmek için bazı parçalar görüntü format ında;
2. İşlemin kartlarının yazması eşsiz değil. Normal makineler bir örnek olarak kullanmak, umarım yardımcı olabilir.