

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Endüstriyel tasarım teknolojisi hakkında ne kadar biliyorsunuz? Metal baskı ve soğuk baskı teknolojisi genellikle metal çarşaflarını boşluk şeklinde veya kıvrılmış profillere işlemek için kullanılır. Hızlı işleme hızı ve yüksek doğruluğun özellikleri var. Günlük bir çeşit ürün üretmek için kullanılabilir, araba cesetlerinden metal palletine kadar.
Yüksek işleme maliyeti, yüksek mold maliyeti ve orta birim maliyeti düşük
Tipik Uygulamalar: Otomotif, Tüketici Üretimler, Mevcut
Uygulamalar
İşlenme kalitesi
İlişkilendirilen süreçler: Derin çizim, Metal dönüşü, Bending formu
İşlenme döngü · Kısa döngü (1 saniye 1 dakika)

Prozes İşletme: Metal baskı metal deformasyonuna dayanan metal işleme yöntemidir. Çap metaline baskı uygulamak için, çarşaf metalinin plastik deformasyonu ya da ayrılmasını neden ediyor, bu yüzden bazı şekiller, boyutları ve özelliklerle (baskılı parçalar) parçalarını alır. Teknolojiyi bastırmak otomobil vücudun üretim sürecinde önemli bir rol oynuyor.
Metal bastırması sıkı beton metal biçimlerini işlemek için kullanılabilir ve moltlar için işleme ihtiyaçları relativ yüksektir ve bu süreç sadece büyük ölçekli üretim için uygun. Bu süreç işlemde yüksek precizit ve materyal kalınlığında önemli değişiklikler yok. Derin ve elması arasındaki oran azaldığında makine süreci derin çizime benziyor ve bu makine sürecilerinin kalınlığını önemli olarak azaltmadı.
Bölümlerin toplam üretimi, ilerleme araçlarına dayanan çoklu formlama ve kesme süreçlerin tüm kullanımına ihtiyacı var. Çabuk işlemde bir dizi mol önemlidir. Makinelerin parçaları sürecinde bazen önceki parçalarda ikinci operasyon gerekiyor. Bazı parçalar 5 ya da daha fazla operasyon gerekebilir ki, bu da ilgili süreçlerin sayısını gösterir. Bu süreç metal çarşaflarını cilindrik, konik ve yarısı şekillere işleyebilir. Bu süreç sık bastırma ve bastırma kombinasyonu tüm tasarım için geniş bir dizi seçenek sağlar, yanlış kenarları makinelemek, asimetrik merkezleri ve perforasyonla şekiller yaparken, bu süreç özellikleri görünüyor.
Teknik Tasvir 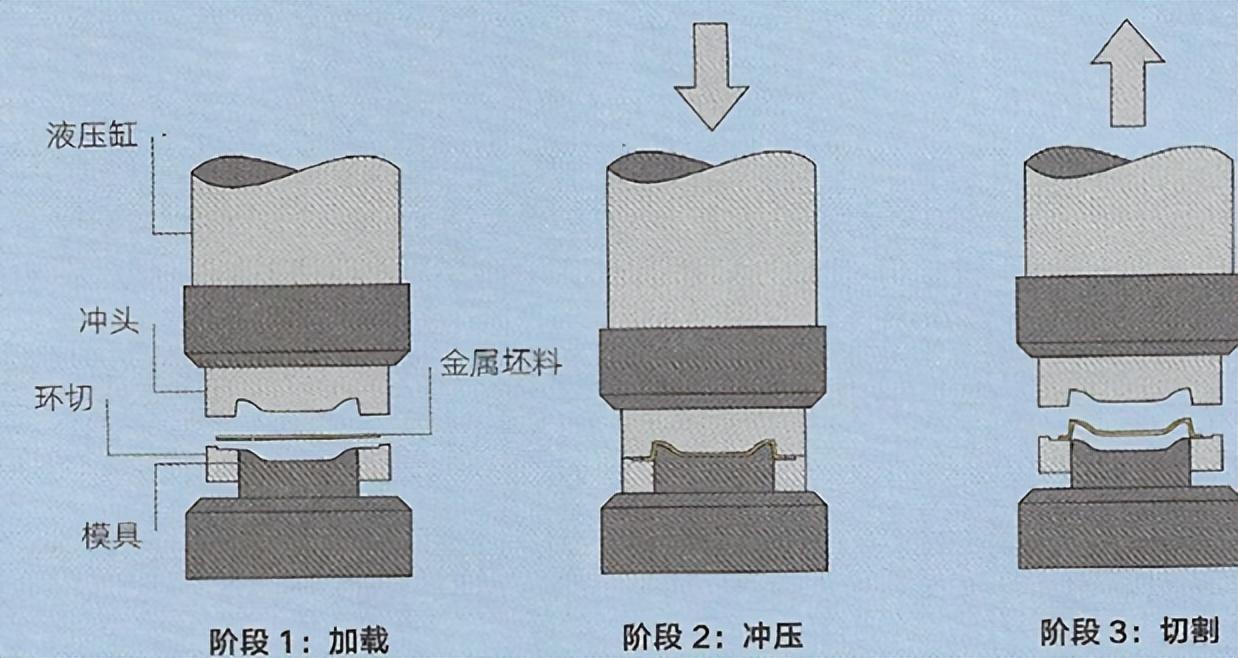
Bir punch basındaki metal basının özel süreci, bir hidrolik cilindre veya mekanik cihazı (kamera bası gibi) üzerine güç göndermek. Genelde hidrolik cilindriler seçildi çünkü basınçları tüm basınç döngüsünde eşit bir şekilde dağıtılır ve mekanik aygıtlarını kullananlar metal işleme endüstrisinde de bir yer var.
Sıçaklar ve süpürler özel ve genellikle sadece bir şekilde oluşturma veya yumruklama operasyonu yapıyor. Operasyonda metal biletleri genelde çalışma bankasına yüklüyor. Sonra yumruğu çarpıp parçasının oluşturma sürecini bir çarpışta tamamlayın.
Sıçrama tamamlandıktan sonra, striptizci yukarıya taşınır ve kısmı dışarı çıkarır. Bu noktada kısmı kaldırılır. Bazen bölüm oluşturulması sürekli bir süreç ve işlemden sonra, aynı zamanda bir çarpma süreç geçirir. Bu genelde sürekli sıkıştırma süreci olarak bilinir.
Bu işleme şartları altında işlemli metal parçaları işlemlerin sonraki aşamasına taşınıyor. Bu süreç elimden veya aktarım parçaları kullanarak yapılabilir. Çoğu sistem otomatik edildi ve yüksek işleme hızlarını koruyor. Sonraki adım basınç işleme, basınç, kilitleme, ya da diğer ikinci işleme dahil olabilir.
Sıçrama işlemlerinin tipik uygulaması çok geniş. Otomatik endüstrisindeki büyük ölçekli metal işleme tekniklerinin çoğunu vücudu, kapı çizgisini ve kenarını dahil etmektedir.
Bu süreç metal kamera vücutlarını, cep telefonlarını, televizyon kaserini, evi aletlerini ve MP3 oyuncularını işlemek için kullanılır. Mutfak ve ofis ekipmanları, aletleri ve bıçakları da bu süreç kullanır. Bölümlerin dış şekli ve iç yapısı bu süreç kullanarak işledilebilir.
İlişkili süreçler kullanarak küçük parçalar üretilmesi metal işleme, metal dönüşü ya da küçük parçalar tarafından başarılır. Bu süreçler metal baskısına benzer şekiller üretebilir ama yüksek çalışma yetenekleri gerekiyor.
Sıçrama ve derin çizim sürecileri benzer olsa da, hala önemli farklılıklar var. Bölümün derinliği elmasının 1/2'den daha büyük olduğunda, parçası uzunluğu ve duvarın kalınlığını azaltmalı. Bu materyali fazla uzatmaktan ve parçalamaktan kaçırmak için hızlı ve yavaş operasyon gerekiyor.
Süper plastik toplama basit operasyonlar kullanarak daha büyük ve daha derin parçalar üretilebilir. Ancak bu işleme aluminium, magnesium ve titanium ile sınırlı çünkü materyalin süper plastik olmasını gerektir.
Çalışma kalitesinden oluşturduğu metal profili parçaların metal maddelerinin duştuklarını ve gücünü birleştirir, sertlik ve parlak arttırır.
Eğer yüzeysel etkisi ihtiyaçları özellikle sıkı değilse, parçalar sadece deformasyondan sonra biraz parçalanmalı. Kuş patlaması yüzey ağırlığını azaltmak için kullanılır. Bölümler de pul kapluması, spray resimleri, ya da elektroplanması üzerinden daha fazla işlenilebilir.
Tasarım fırsatları çabuk ve tam olarak yapılan çiftlik metal kullanarak çiftlik biçimlerinin metodlarına referans ediyor. Bu teknik çember, kare ve poligonlar için kullanılabilir.
Kabukları ekleyerek kuvvetli parçalar güçlendirilebilir. Bu da ağırlık ve işleme maliyetlerini azaltır. Uygun moltları seçilmek, kompleks eğriler ve karmaşık yüzlerle profilleri işleyebilir. Bu görevi tamamlamak için benzer bir süreç metal işleme, fakat yüksek teknik yetenekleri olan çalışanlara ihtiyacı var. Sok mollar metal işleme ve metal baskısı için uygulanabilir. Bu çöpün bir tarafı sağlam çöpden yapılmış, bu da yumrukta metal boş oluşturmak için yeterli basınç uygulayabilir.
Tasarım düşünceleri: Sıçrama işleme dikey bir köşede gerçekleştirilir. Bu yüzden, ikinci bastırma açısı oluşturuyor. İkinci baskı baskı deformasyonu, uzantısını kesmek ve kurlumu içeriyor.
İlk bastırma operasyonu sadece yanlış maddelerin elmesini %30'a düşürebilir. Devamlı operasyon elması %20'e düşürebilir. Bu, bazı parçaların işlemesinin sürekli bir sayısına ihtiyacı vardır.
Derin çizim teknolojisinde, süreç genellikle makinenin makinelerin makinelerin kapasitesi tarafından sınırlanır. Makine yatağının büyüklüğü biletin boyutunu belirliyor ve vuruş uzunluğunu belirliyor. İşlenme döngüsü parçaların sıkışması ve karmaşıklığıyla belirlenir.
Sıçaklanmış çiçeksiz çelik kalınlığı 0,4'den 2 mm'e kadar uzanır ve 6 mm kalın plakalara kadar süreci yapabilir, fakat bu şekilde etkilenir.
Bu süreç üzerinde bir çok metal çarşafları, karbon çeliğini, kirli çelik, aluminium, magnesium, kase, baker, bras ve zink gibi işleyebilir.
İşlenme maliyeti işleme sırasında yüksek güçlü metal mollarının ihtiyacı yüzünden relativ yüksektir. Yarı sert masa molları düşük maliyetleri var ama hala tek taraflı metal aletleri gerekiyor ve sadece küçük ölçekli üretim için uygun.
İşlenme döngüsü çok kısa ve 1-100 parçası 1 dakika içinde işleyebilir. Toprakları değiştirmek ve ayarlamak belli bir süre zamanı gerekiyor.
Çalışma maliyeti otomatik yüksek derecede oldukça düşük. Polonyalık işin maliyetini önemli olarak artıracak.
Tüm kaybı maddeleri çevre etkisi yüzünden yeniden kullanılabilir. Metal bastırma teknolojisi sürekli eşyalar üretmek için kullanılabilir.










