

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Kısa bir giriş ve endüstri metal üzerinde görüntüle:

Otomatik, iletişim, IT ve günlük donanım üretim fabrikalarının gelişmesi ile çarşaf metal işlemleri daha popüler oldu ve çarşaf metal işlemlerini anlamak daha gerekli oldu.
2. Metal çarşafları, profilleri ve boruları, belirli bir şekilde, boyutlu ve doğruluğu olan parçalara el veya mekanik olarak oluşturduğu işlem, çarşaf metal işleme denir; Ventilasyon, hava kondiciyonu ördeklerinin ve komponentlerinin üretilmesinde geniş kullanılır.
3. Tablo metal parçaları genellikle metal çarşaflardan ve boru uygulamalardan yapılır. Işık ağırlıkları yüzünden, yüksek güç ve sertlikleri yüzünden, şekil karmaşık şekilde karmaşık, düşük materyal tüketimi olabilir, mekanik işleme ve düzgün yüzeyi gerekmez, bunlar genellikle günlük hayat ve endüstriyel üretimlerinde kullanılır, balıklar, basinler, ventilasyon kanatları, materyal taşıyan boru çizgileri, otomatik kapak işleme ve benzer. Ayrıca, onlar da arabaların dış tamir çalış
4. Metal çarşaf işlemleri genelde çevirme, çevirme, çevirme ve çevirme gibi yöntemleri anlamına gelir. Genellikle konuşurken, çeşitli deformasyon süreçlerini tamamlamak için mol kullanma süreçleri çarşaf metal baskısı denir, ve çarşaf metal oluşturma süreçlerinin el veya mekanik olarak olarak çarşaf metal işleme denir.
Tablo metal materyali:
1. Elektrolytik tabaklar: SECC (N) (parmak izi direnç tabak), SECC (P), DX1, DX2, SECD (uzak tabak). Materiyal sertlik: HRB50+- 5, tensil tabak: HRB32~37
2. Soğuk sıkıştırılmış tabaklar: SPCC, SPCD (uzatma tabağı), 08F, 20, 25, Q235-A, CRS. Materiyal sertlik: HRB50+-5, tensil tabak: HRB32~37.
3. Aluminum tabağı; AL, AL (1035), AL (6063), AL (5052), etc.
4. Beyaz çelik tabakları: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti, etc.
5. Genelde kullanılan diğer materyaller: temiz bakır tabakları (T1, T2), sıcak çevrili tabaklar, bahar çelik tabakları, aluminium zink tabakları, aluminium profilleri, etc.
Tablo metal işleme teknolojisi:
Çizelge metal işleme teknolojisi temel olarak bölünebilir: işaret, kesme, katlama, sıkıştırma (sıkıştırma), sıkıştırma, ısırma ya da batırma, flange yapımı ve flange kurma işlemleri. Bu bölüm genellikle işaretleme, dönüşüm, katlama, ısırma ve eğme gibi süreçleri tanıtıyor.
Bir çizgi çiz
1. Çoğu çarşaf metal parçaları düz metal tabaklarından yapılır, bu yüzden çarşaf metal parçalarının gerçek yüzeyi boyutlarını metal tabağındaki düz bir şekilde çizmek gerekiyor. Çizim a çılması denir.
2. İçindeki parçaların yüzeyinin açılan özelliklerine göre iki tür var: genişletilebilir yüzeyler ve genişletilebilir yüzeyler.
3. Komponentünün yüzeyi kırılmadan ve sıkışmadan düz yüzeyde tamamen düz olabilir ve bu tür yüzeyi kullanabilir bir yüzeyde denir. Uçaklar, silindirler ve konlar gönderebilir yüzlere ait. Eğer bir parçan ın yüzeyi doğal olarak düz yüzeyde dağıtıp yayılamazsa, buna sadece yaklaşık a çılır diye bilinmeyen bir yüzeyi denir.
Tablo metal işleme yöntemi
1. Kesin: Kesin materyalleri açılmaya göre istediği şekilde kesmek sürecidir. Materialleri kesmek için birçok yöntem var. Bu makine aracının tipine ve çalışma prensipine göre kesme, yumruklama ve lazer kesmesine göre bölünebilir.
1.1 Ket - İstediğin şeklini kesmek için kesme makinesini kullan. Tamlık 0,2 mm ya da yukarıya ulaşabilir, genellikle stripleri kesmek veya temiz malzemeleri kesmek için kullanılır.
1.2 Punching and cutting - Use a CNC punching machine (NC) or a regular punching machine for cutting. İki kesme metodları de 0,1 mm'den fazla doğruluğuna ulaşabilir, fakat eskisinin kesme sırasında kesme işaretleri ve relatively düşük etkileşimliliği vardır. Sonuncusunun yüksek etkileşimliliği, fakat yüksek bir maliyeti vardır. Büyük ölçek üretimi için uygun oluyor.
1.2.1 CNC yumruklama makineleri, kesme sırasında materyali tamir etmek için üst ve aşağı toprakları kullanır, ve çalışma makinelerinin istediği şeklini üretmek için çarşaf metalini yumruklamak ve kesmek için çalışma masası kullanır. Özellikle iki tür CNC yumruklama makineleri var: Tailifu ve AMADA.
1.2.2 Düzenli bir basın düşürme ölümü kullanarak materyalin gerekli şeklini çıkarmak için yukarı ve a şağı toprakların hareketini kullanır. Normal yumruklama makineleri genellikle gerekli şeklini yumruklamak için bir çarpma makinesiyle eşleşmesi gerekiyor, yani strip materyalini çarpma makinesiyle kestikten sonra, yumruklama makinesi gerekli materyal şeklini vurabilir.
1.3 Laser kesme - lazer kesme ekipmanlarını kullanarak bilgilerin istediği şeklini almak için çarşaf metalini sürekli kesmek için çarşaf metalini kullanarak. Onun özellikleri yüksek precizit ve çok karmaşık şekillerle parçaları işlemek yeteneği, fakat işleme maliyeti relativ yüksektir.
2. Şekil:
Tablo metal oluşturulması çarşaf metal işlemlerinde büyük bir işlem metodu. Form iki tipe bölünebilir: el oluşturma ve makine oluşturma. Eller oluşturma sık sık fazla işlem veya işi bitirmek olarak kullanılır ve sık sık çalışılır. Ancak, karmaşık şekillerle ve deformasyona yakın bazı materyaller işlediğinde, el formlaması hâlâ gereksiz. Eller oluşturulması basit fixtures ve jigs kullanarak tamamlandı. Bu metodlar genellikle kullanılır: dikme, kırpma, kalma, arşivleme, kırpma ve oluşturma.
Burada oluşturduğumuz makineler üzerinde konuşuyoruz: oluşturma, baskı oluşturma.
2.1 Yatağın üstünde ve aşağıdaki çalışma koltuklarına ayrı ayrı ayarlayın, çalışma koltuklarının yaklaşık hareketlerini yaymak ve kullanmak için servo motorlarını kullanın ve çarşafların üst ve aşağıdaki moltukların şekillerini birleştir. Sıçramanın doğruluğu 0,1 mm'e ulaşabilir.
2.2 Sıçrama Şekilleri - Motor sürücü uçak tekerlekli tarafından oluşturduğu gücü kullanarak, üst ve aşağı toprakların resmi şeklini birleştirerek, çarşaf metali parçalarının işleme ve oluşturmasını sağlamak için değiştirilir. Sıçrama biçimlerinin preciziti 0,1 mm üzerinde ulaşabilir. Punk makineleri sıradan yumruk makinelerine ve hızlı yumruk makinelerine bölünebilir.
3. Metal çarşaflarının bağlantısı
Metal çarşaflardan yapılmış Ventilasyon örtükleri ve komponentleri, ısırık bağlantısı, nehir bağlantısı, karıştırma gibi metodları kullanarak bağlantılabilir. Bu bölüm genellikle ısırık bağlantılarını tanıtıyor.
Bu bağlantı yöntemi bir araya sıkıştırın. Tablo metal bağlantısı, dilekli ürünleri almak için farklı parçaları birleştirme sürecidir. Tablo metal bağlantıları çatlama, nehirlenme, sıradan bağlantılara bölünebilir.
Bit bağlantısı
1. Bir tür ısırık
Örnek ısırıcı ve çarpma stili
2. Bit uygulaması
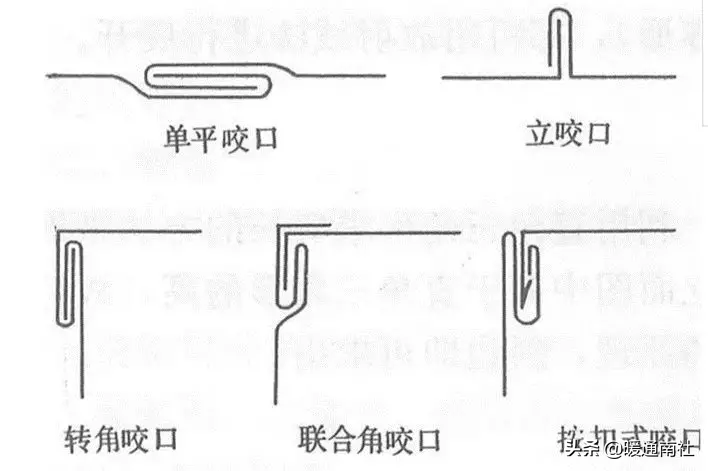
Çeşitli tür ısırıklar genellikle aşağıdaki bölgelerde kullanılır:
(1) Tek düz ısırık tahta koltuğu, ördekler veya komponentlerin uzunluğu kapatma koltuğu parçalamak için kullanılır.
(2) Tek ısırık döngü, arka ve ön düğümler ve hava ördekleri için kullanılır.
(3) Üç parçalama, ortak köşe parçalama ve parçalama parçalama uzunluğu kapatma bilekleri ve dikdörtgenli ördekler veya komponentlerin, köşe parçaları için kullanılır.
Bit width and allowance
Yürüğün genişliği 8-1 tablosunda gösterilen boru ayarlarının kalıntısına bağlı.
Bitirme ruzisinin büyüklüğü biten genişliğine, aşağılık katları ve kullanılan makinelerine bağlı.
2. Tek düz ısırık, tek dikey ısırık ve köşe ısırık için, bir tahtada kalan miktarı ısırık genişliğine eşit, diğer tahtada kalan miktarı iki kere ısırık genişliğine eşit.
3. Birlikte köşe ısırılması için, bir tahtada ısırık genişliğine eşit bir miktar bırakın ve diğer tahtada üç kere ısırık genişliğine eşit bir miktar bırakın, bu yüzden tamamen dört kere ısırık genişliğine sahip olur.
4. İhtiyacı olduğu kadarıyla iki tarafta ısırma ruhsatı kalmalı.
Bitler elle ya da mekanik olarak yapılabilir.
1. Elle ısırma
Kollu bitme süreci böyle:
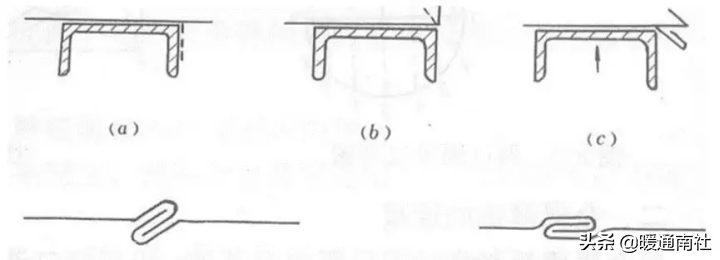
(1) Tek düz bir ısırığın işleme (a şağıdaki çizimde gösterilen gibi) kanal çeliğin in kenarlarıyla, kanal çeliğinin kenarlarıyla yüzüklük sıçrama çizgileriyle bir tabak yerleştirmesi işaretliyor.
(1) Bit makineleri lineer ısırık makineleri ve elk ısırık makineleri içeriyor. Bu ısırık şekli doğru, yüzeyi düz, boyutlu ve üretimlik yüksek. Hava kondiciyonu ve ventilasyonu ördeklerinin işlemesinde geniş kullanılır.
(2) Mekanik ısırık oluşturma süreci, çarşaf metalini farklı bir toprak şeklinde dönüştürücü rolörler arasından geçirmek, çarşaf kenarının küçük tarafından büyük tarafından yavaşça değiştirmek ve yavaşça oluşturmak.
(3) Çap metalinden devre hava ördekleri yaptığında çarşaf metalini çevirmek ve yıkamak gerekir. Dörtgenç ördekler yaptığında çarşaf metal karesini katlamak gerekir.
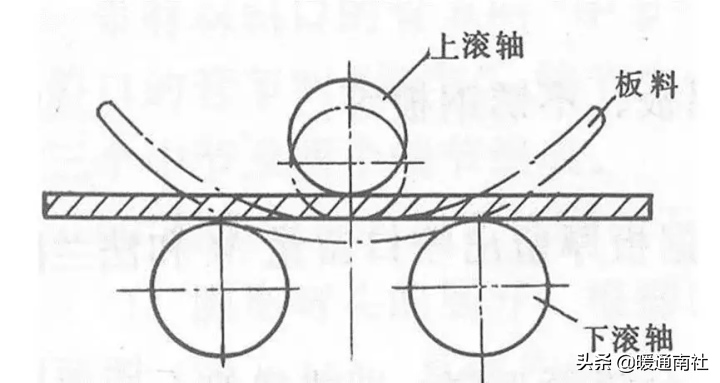
Çarşaf metalini dönüştürücü bir roller üzerinden kırma yöntemi dönüştürücü olarak da bilinir.
1. Temel prensip: Çevirme ve sıçrama temel prensipi şekilde gösterilir. Çap metali aşağı roler üzerinde yerleştirilir ve üst ve aşağı roler arasındaki mesafe ayarlanabilir. Uzaklık metalin kalıntısından az olduğunda çarşaf metal sıkıştırılması denir. Eğer sürekli döndürülürse, çarşaf metal, bölümü oluştururken düzgün bir eğri oluşturur. Yani dönüşün esensi sürekli eğilmeye devam ediyor.
3.1 Karıştırma: CO2 karıştırma, Ar karıştırma, dirençlik karıştırma, benzer olarak bölünebilir.
3.1.1 CO2 karıştırma işleme prensipi: Mehanik olarak hava ve erimiş metal izole etmek için koruma gazı (CO2) kullanın, erimiş metalin oksidasyonu ve nitriderini engellemek için. Genellikle demir materyallerini karıştırmak için kullanılır. Karakteristikler: sabit bağlantı ve iyi mühürleme performansı. Boşluklar: karıştırma sırasında kolay deformasyon CO2 karıştırma ekipmanları genellikle robot CO2 karıştırma makinelerine ve el CO2 karıştırma makinelerine bölüyor.
3.1.2 Ar arc welding mainly is used for welding aluminum and stainless steel materials. Its processing principle, advantages and disadvantages are the same as CO2, and the equipment is also divided into robot welding and manual welding.
3.1 Aygıtlar genellikle Songxing serisi, Qilong serisi, vb.
3.2 Riveting bölünebilir: basınç nehir bağlantısı ve nehir bağlantısı, vb. Genel nehirli ekipmanlar nehirli makineler, nehirli silahlar ve POP nehirli silahlar içeriyor.
3.2
3.2.2 Rivet bağlantısı, iki parçayı birlikte çekmek için nehirler kullanılmasıdır.
Yüzey tedavisi:
Ürüntü yüzeylerinde yüzey tedavisinin dekorativ ve korumalı etkisi birçok endüstri tarafından tanınır. Çerçeve metal endüstri içinde, genelde kullanılan yüzey tedavi metodları elektroplatma, yayılma ve diğer yüzeysel tedavi metodları içeriyor.
1. Elektroplating: galvanize (renk zink, beyaz zink, mavi zink, siyah zink), nickel plating, chrome plating, etc.
Ana fonksiyon materyalin yüzeyinde koruma ve dekorativ bir rol oynayan koruma katı oluşturmak;
2. Sürüm resimleri iki tür olarak bölüner: resim ve pul süpürücüğü. Materialin önünde tedavi ettikten sonra, kaplumbağa bir süpürücü silahla ve gazla çalışma parçasının yüzeyine süpürücüğü oluşturur. Kurtulduktan sonra, koruma rolü oynuyor;
Eller yapılmış kırık boru
Kıçramayan ekipmanlar veya tek parça küçük bir toprak üretimi içinde, kilitler sayısı küçük, sıçrama molaları yapmak ekonomik olmayan. Bu durumda, el sıçrama kullanılır. Kollu sıkıştırma işlemlerinde kum dolması, işaretleme, ısınma ve sıkıştırma dahil.
(1) Kum dolusuyla kollu boru yıkanken, çelik boru bölümünün deformasyonu önlemek için bu ana metodlar kullanılır: boru doldurucu ile doldurur (quartz kum, rozin ve düşük erime noktaları gibi). Büyük elmas çelik boruları için kum genellikle kullanılır. Kum doldurmadan önce, çelik borusunun bir kenarını konik orman durağıyla birleştir. Orman durağında hava içerisinde ısındığında ve genişlendiğinde özgür serbest bırakmasına izin vermek için bir hava çıkışı var. Kum doldurduğundan sonra, borunun diğer tarafını da a ğaç durağıyla birleştir. Çelik borusuna yüklenen kum temiz, kuruyu ve sıkı olmalı.
Daha büyük elmaslı çelik boruları için, ağaç plaklarını kullanmak uygunsuz olduğunda çelik plakları kullanabilir.
Çelik borusunun ısınma uzunluğunu belirlemek için bir çizgi çiz
Sıcaklık yakıt olarak kömür, kokain, kömür gazı veya ağır yağı kullanarak yapılabilir. Sıcaklık yavaş ve üniforma olmalı, ve sıradan karbon çelik için sıcaklık sıcaklığı genellikle 1050 °C üzerinde. Soğuk sıkıştırma çiftsiz çelik ve bağlı çelik boruları için kullanılır.
Kıpırdamış ve ısınmış çelik borusu bir el bağlama cihazı üzerinde yatabilir.
İlk patlama boru
İlk patlama boru, boru patlama makinesinin üzerinde bir çekirdek patlamasını kullanarak geri dönen bir tür boru. Kısrar koltuğun fonksiyonu, bor çöküldüğünde karışık bölümünün deformasyonu engellemek. Köpek çatlarının formları çevre kafası, işaretli kafası, kaşık şeklinde, bir yön ortağı, evrensel ortağı ve fleksibil çatlak içeriyor.
Bir çekirdek kaldırılmış borunun kalitesi boruya genişletilen çekirdek kolunun şeklini, boyutunu ve pozisyonuna bağlı.
Korkunçsuz bir boru
Kıpırdama boru, çelik boru bölümünün deformasyonu kontrol etmenin bir yöntemidir. Kıpırdama bölümüne girmeden önce çelik boru deformasyonu kullanarak çelik boru deformasyonu kullanarak, çelik borusunun dışındaki tarafından dışarı çıkması veya çelik boru bölümünün deformasyonunu küçültmesi için çelik boru bölümüne uygulanmasını neden ediyor. Bu yüzden çelik borusunun kalitesini sağlayarak çelik boru bölümünün dışına çıkması veya kıpırdaması için çelik
Kötü tüpü geniş olarak kullanılır. Çelik borusunun sıkıştırılması 1,5 kere borusun diametrinden daha büyük olduğunda, korumsuz borusu genelde kullanılır. İlk sıkıştırılmış borular sadece daha büyük elmas ve daha ince duvarın kalıntıları olan çelik boruları için kullanılır.
Ayrıca, en yüksek basınç sıkıştırma, orta frekans sıkıştırma, yangın sıkıştırma ve ekstrasyon sıkıştırma gibi boru sıkıştırma metodları var.
Çelik boru
İki tür çelik boru var: sersem çelik boru ve kaldırılmış çelik boru.
Silahsız çelik borusu
Silahsız çelik boruları sıcak dönüştürülen borulara, soğuk çekilmiş borulara, kapalı borulara bölüler. Kısaca bölüm şeklinde, iki tür var: devre ve yasadışı. Normal çelik boruları kare, oval, üçüncül, yıldız şeklinde oluşturulmuş ve benzer. Farklı amaçlara göre, kalın duvarlı ve ince duvarlı tubalar var, ve ince duvarlı tubalar genelde metal parçaları için kullanılır.
Kalmış çelik boru
Kızılmış çelik borusu, kaldırılmış çelik borusu olarak bilinir, çelik parçaları tarafından yapılır ve iki çeşit tarafından gelir: galvanize ve galvanize olmayan. Eskiden beyaz demir borusu denir, sonra da siyah demir borusu denir.
Çelik boruların özellikleri metrik sisteminde dış diametri ve duvar kalınlığı olarak ifade edilir, ve İmparatorluk sisteminde iç bir diametri olarak (in ç) olarak ifade edilir.
Çelik boruları için boyutlu işaretleme yöntemi: dış diametri, duvarın kalınlığı ve uzunluğu, tıpkı boru D60106000 gibi.
Çap metal parçalarının bağlantı metodu:
Tablo metal parçaları, tam bir ürün oluşturmak için birçok komponentlerden oluşturulmuş olmalı. Genelde kullanılan bağlantı metodları kuşatma, nehirleme, sıradan bağlantı ve genişleme toplantısı içeriyor. Çelik boruları arasındaki bağlantı da üstündeki yöntemleri kabul ediyor. Kutlama, nehir ve sıradan bağlantılarla ilgili
Çelik boru ve boru tabaklarının deformasyonunu kullanan bir bağlantı metodu, mühürlenme ve hızlandırma sağlamak için. Çelik borusunun diametrini genişlemek için mekanik, patlayıcı ve hidrolik yöntemleri kullanabilir, çelik borusunun plastik deformasyonu ve tüp delik duvarının elastik deformasyonu sebebiyle. Çelik borusu ve tüp tabağının genişletilmesi için tüp deliğinin duvarından yeniden yuvarlanmasını kullanarak çelik borusuna radyal basınç uygulaması için çelik borusu ile tüp tabağının arasında yeterli genişleme gücü (çekme gücü) sahiptir. Çelik borusu çelik deliğinin çelik deliğinden çıkarmamasını sağlayarak (gücü altında) sağlaya Aynı zamanda, ekipmanın içindeki ortamın çalışma basıncısı altında toplantıdan çıkmamasını sağlamak için de güzel mühürleme gücü olmalı.









