

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

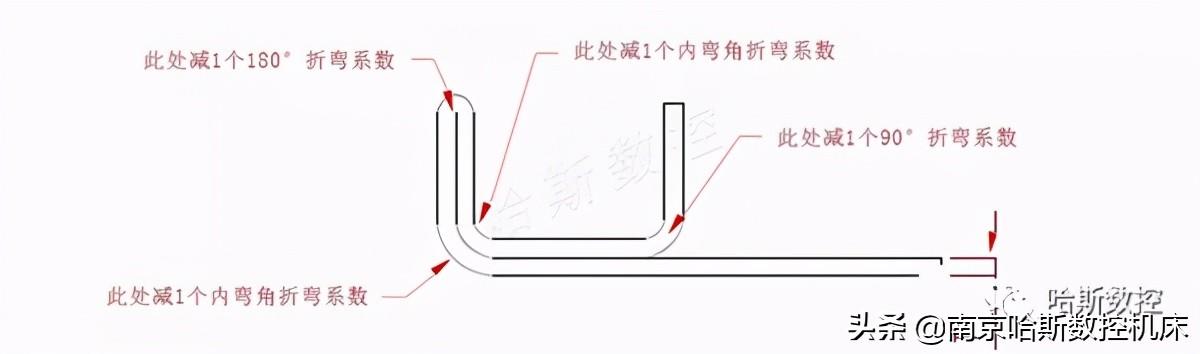
Soğuk çalışma çarşafları metal işlemleri, çarşaflar, profiller ve borular gibi çizgi maddelerin etrafında kesme, oluşturma, bağlantı ve diğer süreçler süreçti. Kendi işlemsel özellikleri ve özellikleri var, böylece kendi eşsiz işlemli işlem içeriğini, üretim süreçti ve işlem standartlarını oluşturuyor.
Çap metal işlemlerinin özel çalışma içeriği çarşaf metal komponentlerinin yapısı ve karmaşıklığıyla bağlantılı. Genelde konuşurken, çalışma içeriği ve adımları genellikle aşağıdakileri dahil ediyor.
Çizelge metal parçasını anlamak, çarşaf metal işleme için bir ön şarttır. Sadece parçaları çizimlerini anlamakla, parçaların yapısını daha fazla analiz edebiliriz ve a çıklayabiliriz, parçalarının şeklini, biçimlerini, boyutlarını ve bilgili teknik ihtiyaçlarını anlayabiliriz ve sonraki işleme ile devam edebiliriz. Çizelge metal parçası çizimler sadece işleme için temel değil, ürün kontrolü için de temel ve üretimde önemli teknik belgeler.
Çap metal bölü çizimlerine dayanılmasına dayanılmasına göre, yayınlama çizimi materal türler, yapısal özellikler, biçim ve büyük bilgilerine dayanılmalı olmalıdır. Yapılma işlemini analizledikten ve seçildikten sonra, uyuyu işleme işleme işleme işledilebilir; işleme imkanı eklemek imkanı üzerinde (böyle, işleme imkanı eklemek imkanı eklemek imkanı, ve böbür katının neutral katının, etkileşimli katının, etkileşimli katının, etc.), ve gerekli hesaplamalar (fazla karşıklı hesaplamalar üzerinde uyuyorlar, işlemek imkanÇizelgre), ürün üretim sürecinde gerekli 1:1 ilişkisinde tam olarak çizdiği bölümlerin her veya parças ının veri, işaret veya kontrol örneklerini a çılıyor. Çiftleme ve düzenleme, çarşaf metal işleme ilk sürecidir ve aslında, bu da süreç özelliklerini formüle etmek için çalışma içeriklerinden biridir (yapımı sürecini ve çarşaf metal komponentlerinin operasyon metodlarını belirleyen belgeler sürecinde).
İşlemin özellikleri hazırlanması, genellikle mühendislik ve teknik personel tarafından tamamlanmış çarşaf metal komponentlerin üretim teknolojisine ait. Fakat farklı ölçeklerle birlikte farklı endüstri ve kurumlarda süreç özellikleri hazırlaması komponentlerin karmaşıklığına bağlı olabilir, ya da soğuk çarşaf metal tekniklerinin ya da üst soğuk çarşaf metal işçilerinin bunları tamamlamak için sorumlu olduğu durumlar olabilir. Genelde, sıradan soğuk çalışma çarşafları metal çalışanları, işlemli komponentlerin açık düzenleme diagramlarını işaretlemek (işaretlemek) görevlerini tamamlamak, örnek çubukları, templeleri, etc. yaptırmak, açık düzenleme diagramları gibi uygun teknik belgeleri tabanlı.
Panorama
3. Üretim ve işleme: Olumlu çarşaf metal işleme teknoloji belgeleri üzerinde, çeşitli çarşaf metal işleme ekipmanları ve araçları kullanılır ve çeşitli işleme metodları (sıcaklık tedavisi, yüzey tedavisi, etc.) çarşaf metal parçası çizimlerin ihtiyaçlarına uygun ürünlere uygulamak için kabul edilir.
Genelde çarşaf metal işlemlerinin üretim süreci genellikle materyal hazırlama, düzenleme, işleme, toplama, bağlantı, düzeltme ve inspeksyonun sürecilerini içeriyor. Materiyal hazırlığı, çelik ve düzenleme ve düzeltme kaliteli hesaplaması dahil olmak üzere ham materyallerin ve komponentli boşlukların hazırlığına bağlı. Biletin büyüklüğü çift maddelerin gerekli belirlenmesinden daha büyük olduğunda, ayrılma da gerekli, ve materyal hazırlama çalışmaları işaretlendirme, kesme ve bağlantı içeriyor. Düzenleme, ürünün mekanik çizimine dayalı bir düzenleme diagram ını çizmek, parçalarının ve ürünlerin gerçek şeklini ve boyutunu belirlemek i çin, örnek yapıp işleme hatlarını, çe şitli pozisyon hatlarını, etc. (yani işaretlemek) çizgi maddelerin (ya da boş) üzerinde kullanmak için örnek çizimdir. İşaret sırasında çizilmiş çizgi şeklinde tabanlı çizgi biçimlerinde bulunan metodları kullanarak parçaları veya boş maddeleri ayırma sürecidir. Bölümlerin farklı ihtiyaçlarına göre, bazı boşluklar hala işleme ve biçimlenmeden önce bastırmak ve diğer metodlar üzerinde bastırmak gerekiyor. Oluşturucu sırasında, farklı özelliklere göre oluşturmak ve baskı oluşturmak üzere bölünebilir ve oluşturmak sıcaklığına göre soğuk çalışma biçimi ve sıcak baskı oluşturmak üzere farklı sıcaklıklara göre bölünebilir.
Çelik yapılarının toplantısı ve bağlantısı, çeşitli çelik yapısı komponentlerini parçalara veya ürünlere toplamaktadır ve onları bütün bir şekilde kaydırma, kaydırma, kaldırma bağlantıları ve diğer metodlara bağlantı ediyor. Çelik yapılarının bütün toplantı süreci, toplantıya girmeyen tolerans ihtiyaçlarına uygun bir parçalar veya parçalar veya komponentler tarafından neden olmayan ürün kalitesine bir etkisi önlemek için değerli ve sert kalitesi incelemeleri yapmalı.
Denetim sırasında deformasyon parçalarda, komponentlerde ve ürünlerde bulunduğunda, bazı düzeltme çalışmaları genellikle gerçekleştirilir. Bu da çelik yapısı üretim teknolojinin önemli özelliği.
Sonunda, komponent yüzeyinin karşı korozyon, dirençli, dekoratif ve diğer fonksiyonlarını geliştirmek için, üretim ve işleme tamamlayan komponentler sık sık sık sonraki kaplama tedavisi (genellikle elektroplatma, resim, etc.). Her işleme adımının kalitesini ve komponentlerin tamamlanması ürünlerini sağlamak için, şiddetli kontrol sistemleri de uygulanmalıdır (işlemci kendisi tarafından kendi kontrol edilen ve özellikle müfettişler tarafından özellikle kontrol edilen özellikle).
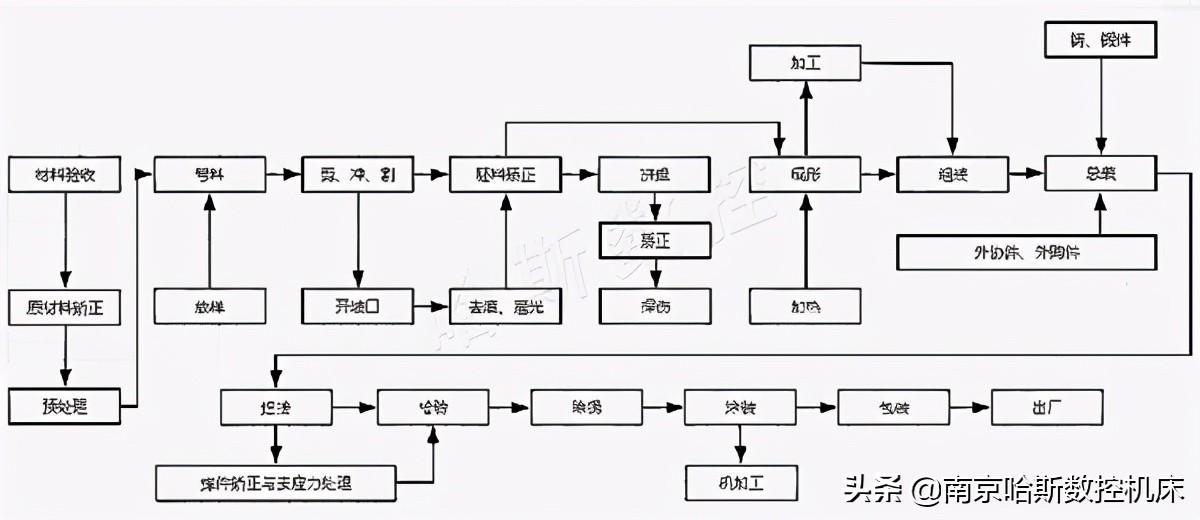
İçim metal işleme süresi, biçim ve büyüklük ihtiyaçlarıyla birleştirme ve işleme, genelde üretme ve işletme tür işlemlerle birleştirme, oluşturma ve biçim süresi üzerinde tüm biçim, boyu, büyüklük, büyüklük ve büyüklük ihtiyaçlarıyla tamamlanmaya kadar, bir çik metal parças ıyla birleştirebilir. Biraz daha kompleksel bir parçasıyla birleştirme ve işleme için, üretme ve işleme, genelde bir süreyle birleştirme, biçimleme, boşatma, biçimleme, biçimleme, biçimleme ve toplamak için tüm üretme, biçimleme, biçimleüretim süreci, işleme akışı sık sık a şağıdaki akışma çizelgesinde gösterilen yukarıdaki işleme adımları dahil eder.
 Process Diagram
Process Diagram
Prozesin akışı bütün komponent işleme akışını yönetmek, üretim ve işleme yönetmek ve yönetmek için önemli bir teknik belge. Bir çalışmalarda ya da bir fabrikada tamamlanmayan parçalar için, işlerin akışını, işbirliği bölümünün ve çeşitli çalışmalar arasında karşılaşma bağlantısı ve işbirliği için de önemli bir temel.
İşlemin akışının tüm yolu, maddelerden tüm komponentin tamamlanmasına kadar belirtilmiş her komponent için, süreç yolu olarak da bilinir.
Çap metal işleme için işlem belirlenmesi parçalarının işleme akışını belirliyor. Özellikle işleme içeriği süreci belirlenmesi ile yönlendirilmiş ve kontrol ediliyor.
Prozesin belirlenmesi, parçalarının üretim sürecini yönetmek için teknik bir belgeledir. Bu, üretim çizimlerin gerekçelerine, çalışma parçasının özelliklerine, üretim gruplarına ve şirketin mevcut ekipmanlarına ve üretim kapasitesine dayanarak seçildi. Birçok mümkün süreç tasmalarına dikkatli bir analiz ve karşılaştırma sonrasında, en iyi süreç taslaması teknik olarak fevkalanır ve ekonomik olarak mantıklı. Teknik belgelerde, parçası için kullanılan boş, işleme yöntemi ve özel işleme boyutları belirtildi; Her sürecin doğası, miktarı, sıralama ve kalite ihtiyaçları; Her süreçte kullanılan ekipman modelleri ve özellikleri; Her süreçte kullanılan işleme araçları (yardım araçları, kesme araçları, moltlar, etc.) şekli; Her süreç için kalite ihtiyaçları ve kontrol metodları. Genellikle konuşurken, büyük ve karmaşık bir çarşaf metal yapıcı komponenti için çarşaf metal çalışmaları genellikle çarşaf ve kran operatörleri gibi profesyonel çalışanların işbirliğine ihtiyacı vardır. Basınç işleme tekniklerini (basınçlar, hidrolik basınçlar, etc.) kullanarak doğrudan işlenmiş çarşaf metal komponentleri için, sık sık sık basınç çalışmaları olarak adlandırılır; Komponent toplantısı için karıştırma kullanan işleme teknolojisi için sık sık teknoloji olarak adlandırılır. Mekanik işleme, akıştırma, nehirleme ve diğer işleme teknolojisi de gereken toplantı süreci için direkten toplantı teknolojisi ya da nehirleme teknolojisi olarak adlandırılır.
İşlemin belirlenmesi sabitlenmediğini ve üretim praksisinde sürekli geliştirilmesi ve mükemmel olması gerektiğini belirtmeli. Onların mantıklığı farklı enterpriselere, üretim koşullarına bağlı, hatta farklı operatörlerin teknik seviyesine bağlı. Ancak, genel bir prensip, süreç prosedürlerinin hazırlanması teknolojide gelişmenin, süreç olabileceğini ve ekonomideki mantıklığını sağlaması gerektiğini ve iyi çalışma şartlarını sağlaması gerektiğini düşünüyor.
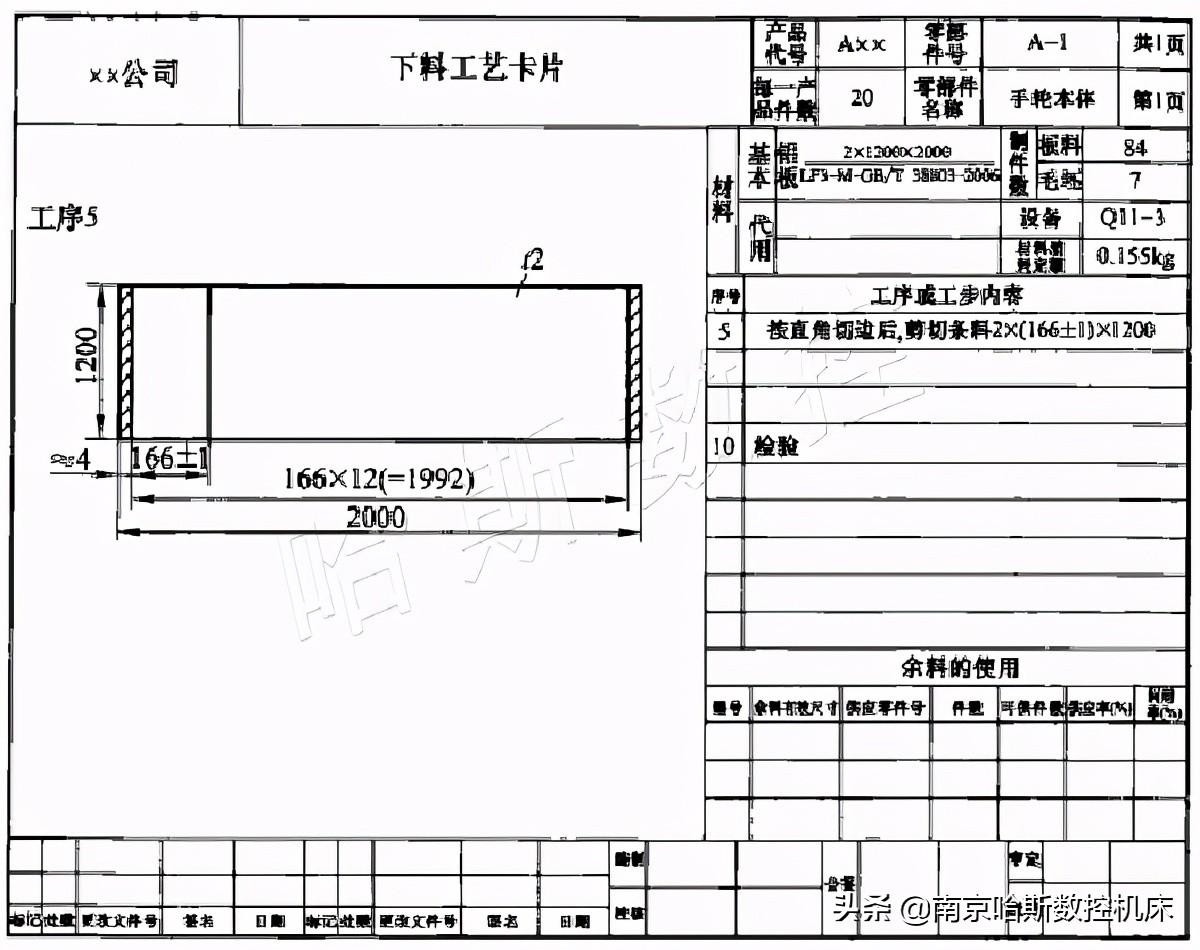
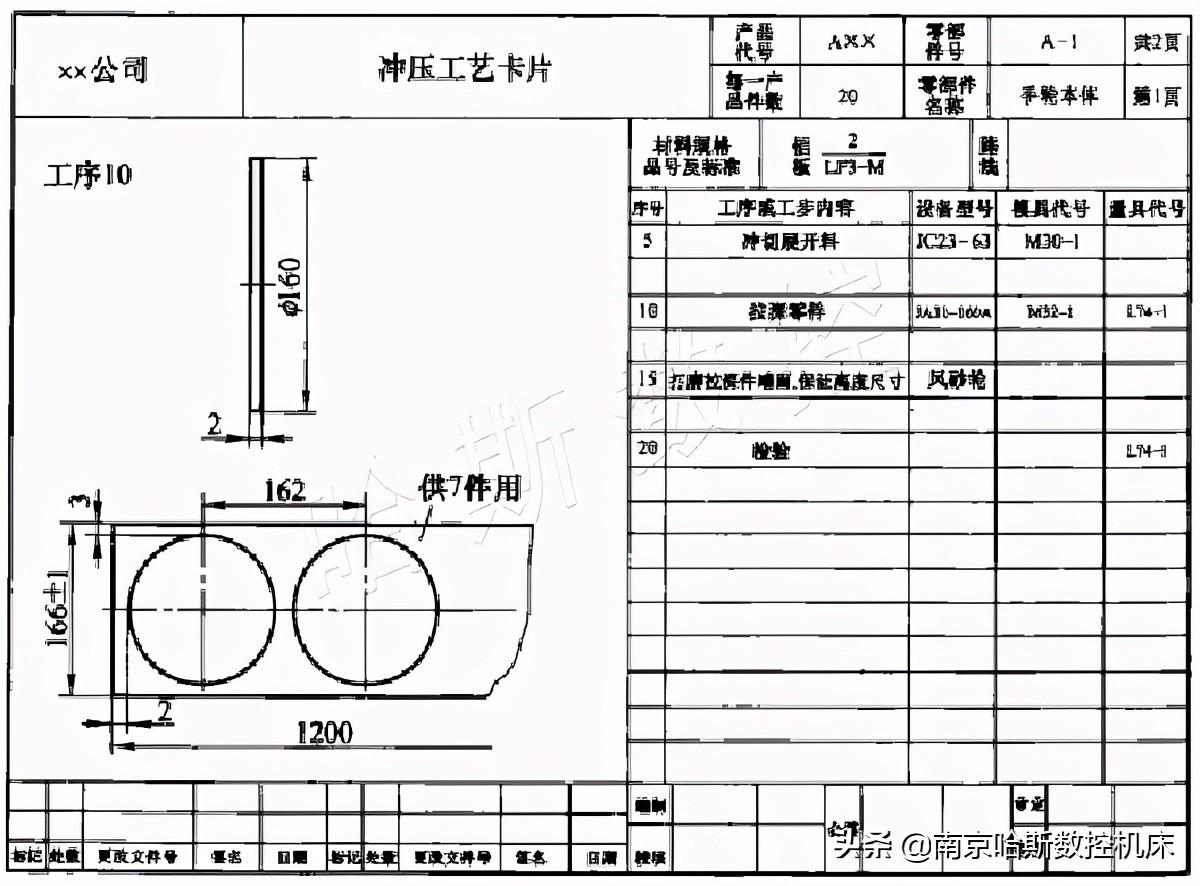
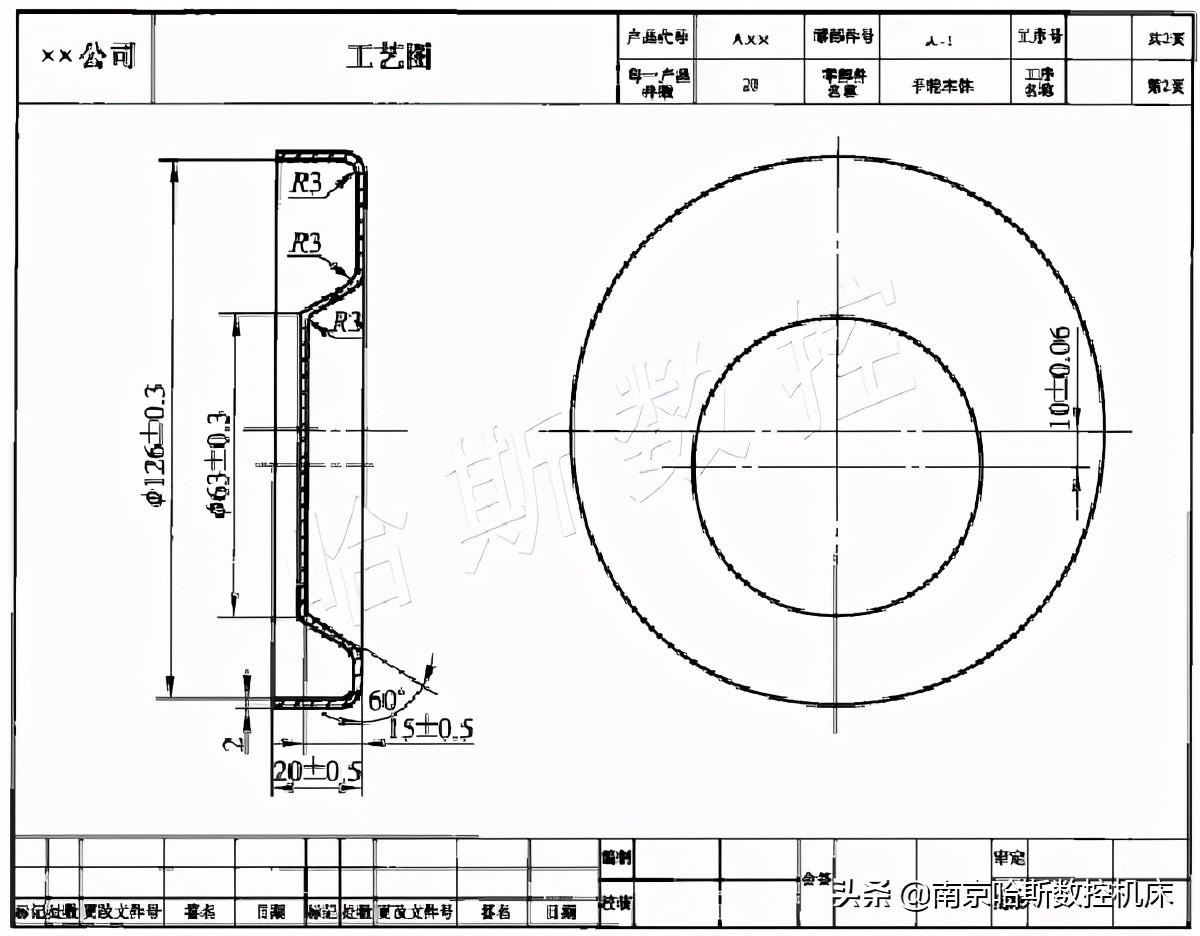
Prozes diagram ında gösterilen gibi, bölüm, 2 mm kalın LF3-M (5A03) tarafından yapılmış, bazı bir şirketin ürünlerinin elin tekerlekli vücudu. Produksyon grupı büyük ve parça s ı oluşturulduktan sonra, kontrol ettikten sonra materyal kalınlığın veya kırıklığın a çık olmaması gerekiyor. Resimdeki kesme ve kesme süreci kartı kesme ve kesme sürecidir. Bu parçalar, genellikle uyumlu bir basın makinesi kullanarak tamamlandığında, sonraki işlem, bastırma işleme denir. Resimdeki bastırma süreci kartı ve işlem diagram ı parçasının bastırma işleme teknolojisidir.
Süreç kartının kodu yönetimi ve ölçüm araçları (boyutlar, örnekler) için uygulama nedeni, mol ve ölçüm araçlarının üretimi ve teknik yönetimi ihtiyaçlarını kolaylaştırmak. Aynı şekilde, üretim ve teknik yönetimin ihtiyaçlarına göre bazı şirketler genelde bağımsız bir çalışmalar olarak bastırma parçalarını ve diğer materyalleri kesmesini düzenleyer ve bastırma işleme rokularını da toplamda kesme kartları olarak adlandırılır. Bazı şirketler, kendi özelliklerine dayanan özelliklere göre, bastırma çalışmaları ile bastırma parçalarının kesmesini de birleştirebilir. Bu durumda, kesme kartı ve bastırma kartı da bir araya birleştirilebilir.
 Sistem Kartı
Sistem Kartı
 Süreci Kartı
Süreci Kartı
 Process Diagram
Process Diagram
 Tablo Metal Stamping Process Özelliği
Tablo Metal Stamping Process Özelliği
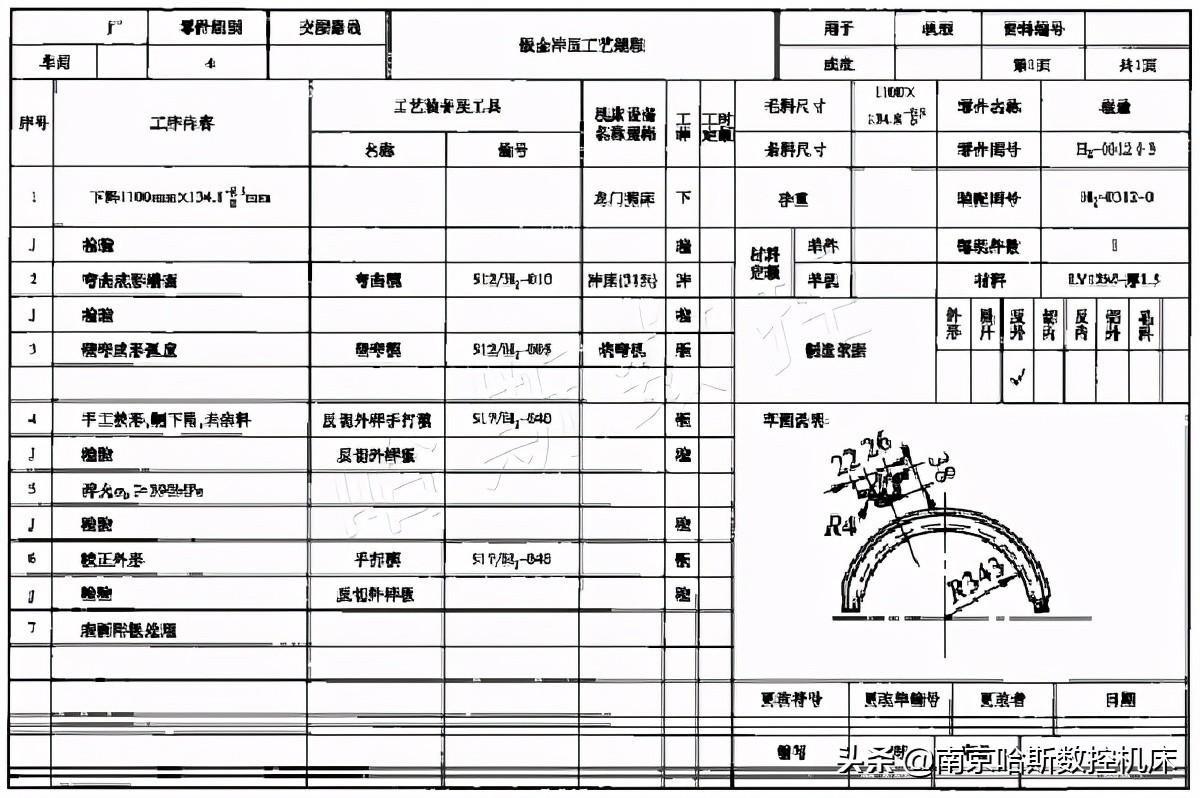
Genellikle konuşurken, tüm çarşaf metal parçalarının işleme teknolojisine gelince, sık sık bir kesme ve bastırma çalışmaları tarafından tamamlanmıyor. Çok parçalar da mekanik işleme, ısı tedavi, yüzey tedavisi, etc.ile karşılaştırılabilir. Çapraz çalışmaları ve karşılaştırma aygıtları ile uyumlu süreç özellikleri tarafından kontrol edilir. Ancak, üretim üretimlerinde ve işleme alışkanlıklarından farklılıkları yüzünden, özellikle de düşük profesyonel teknik ihtiyaçları ve düşük karmaşıklıklık ile çarşa Çerçeve metal bastırma s üreci belirlenmesi, bazı bir firmanın ürününde (1,5mm LF12M maddelerinden yapılmış) çerçeve kenarındaki bastırma süreci belirlenmesidir.










