English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

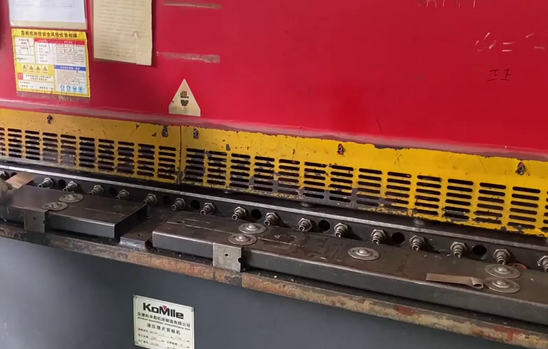
İş verimliliğini ve güvenliğini artırmak,
1. Oksidasyon işleme
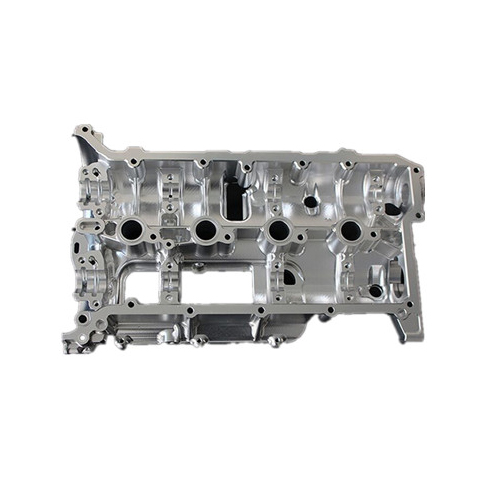
Donanım ürünlerinin (esas olarak alüminyum parçalar) imalatında, donanım ürünlerinin yüzeyini sertleştirmek için oksitlenir, bu da onu aşınma ve yıpranmaya daha az duyarlı hale getirir.
2. Boyama işlemi
Büyük ölçekli donanım ürünlerinin imalatında günlük ihtiyaçlar, elektrik muhafazaları, el sanatları vb. paslanmayı önlemek için boyama kullanılır.
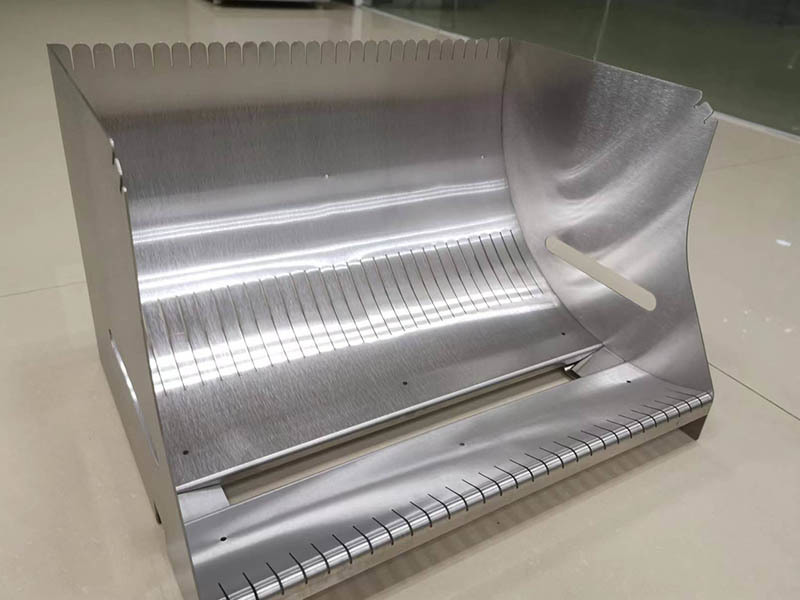
Paslanmaz çelik beş eksenli işleme merkezi
3. Elektrokaplama
Elektrokaplama ayrıca beş eksenli işleme için daha yaygın bir işleme teknolojisidir. Modern teknolojik beceriler sayesinde, ürünün uzun süreli kullanımdan sonra küf ve işlemeye maruz kalmamasını sağlamak için donanım parçalarının görünümü elektrolizle kaplanır. Yaygın elektrokaplama işleme yöntemleri şunları içerir: vidalar, damgalı parçalar, piller, araba parçaları ve biblolar.
4. Yüzey parlatma
Günlük ihtiyaçlarda yüzey parlatma genellikle uzun süre kullanılır ve donanım ürünleri yüzey çapaklarıyla işlenir.
Beş eksenli bir CNC işlenmiş parçanın yüzeyinin işleme yöntemi, her şeyden önce işlenmiş yüzeyin beceri gereksinimlerine bağlıdır. Ancak, bu beceri gereksinimlerinin mutlaka parça çiziminde belirtilen gereksinimler olmadığına ve bazen işlem nedenlerinden dolayı bazı yönlerden parça çizimindeki gereksinimlerden daha yüksek olabileceğine dikkat edilmelidir. Örneğin, bazı beş eksenli CNC işlenmiş parçaların yüzeyi için işleme gereksinimleri, referans çakışmadığı için artırılabilir veya ince bir referans olarak kullanıldığı için üzerine daha yüksek işleme gereksinimleri yerleştirebilir. Yüksekte çalışma riskini azaltın.