English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

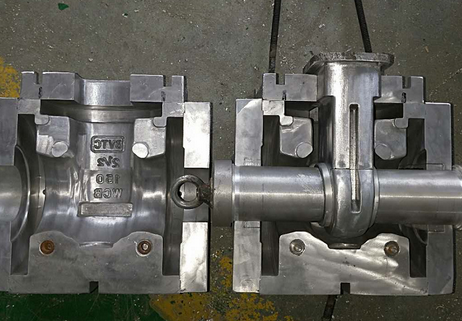
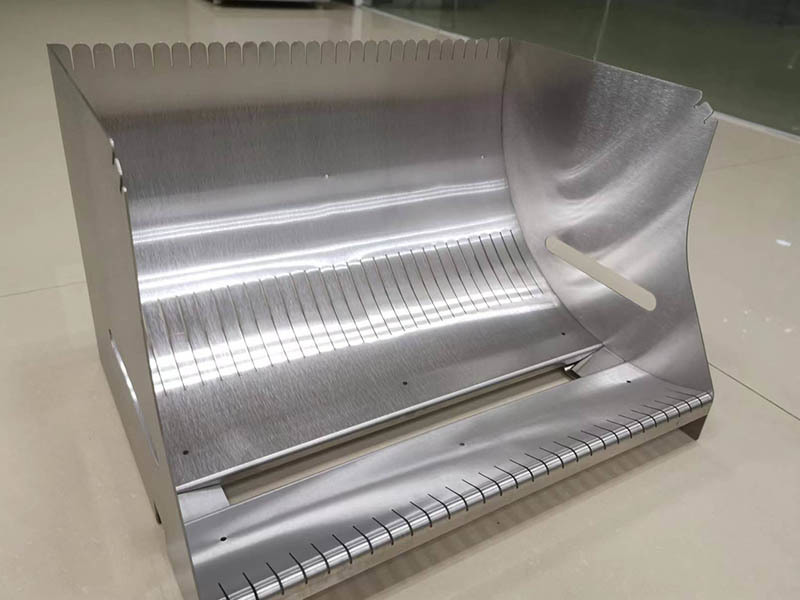
Kutu gövdesi çoğunlukla tıbbi kutu, dişli şanzıman kutusu vb. Gibi işlenmesi gereken yüzeydir. Bu işlenmiş yüzeylerde, düzlem işleme doğruluğunu sağlamak, delik işleme doğruluğundan daha kolaydır. Bu nedenle, iğ deliğinin (ana delik) işleme hassasiyeti ve kutu gövdesindeki delik sisteminin işleme hassasiyeti bu süreçte önemli konulardır. Örneğin, akustik alüminyum alaşımın şasisini yaptım. Avantajları: iyi ısı dağılımı, cnc işlemede yüksek yapışma, dört yıldızlı doku, uygun bakım, anot yüzeyi ve beş yıldıza kadar doku. Dezavantajları: yüksek işleme koşulları, yüksek maliyet ve zor kişiselleştirilmiş modelleme. Ahşap şasinin kötü ısı dağılımı ve üst düzey ahşabın yüksek fiyatı. Ardından, dişli helisel kutunun işleme örneği tanıtıldı.
Bu nedenle Wan Fuxin, süreç rotasının düzenlenmesinde birkaç noktaya dikkat etmelidir.
(1) Yüzeyden deliğe işleme adımları
Uçak önce işlenirse, sadece pürüzlü yüzey ve sandviçler çıkarılmakla kalmaz, aynı zamanda düzleme dağıtılan delikler de hizalama için kolayca çizilebilir. Ayrıca delme bıçağı delmeye başlarsa, düzensiz uç yüzleri nedeniyle darbe titreşimi veya alet hasarı olmaz. Bu nedenle genellikle önce düzlemi işlemek tercih edilir.
(2) Kaba işleme ve işleme aşamalarına ayrılmıştır
Kutunun yapısı karmaşıktır ve ana yüzeyin yüksek hassasiyeti gereklidir. Kaba işleme sırasında üretilen kesme kuvveti, sıkma kuvveti ve kesme ısısı, işleme doğruluğu üzerinde büyük bir etkiye sahiptir. Kaba işleme hemen yapılırsa, kaba işlemeden sonraki çeşitli nedenlerden kaynaklanan iş parçasının deformasyon iç gerilimi tamamen serbest bırakılamaz ve işleme sırasında çıkarılamaz, böylece kutu boşaltıldıktan sonra deforme olur, bu da kutunun nihai doğruluğunu etkiler. Kaba işleme işlemi sırasında, kutunun işleme kalitesini büyük ölçüde sağlamak için iç gerilimi mümkün olan en kısa sürede serbest bırakmak için fikstürün birçok kez gevşetilmesi umulmaktadır.
(3) Süreç merkezileştirme veya ademi merkeziyetçilik ile ilgili kararlar
Kutunun kaba işleme ve işleme aşamalarının ayrılması, proses dağılım prensibi ile uyumludur. Bununla birlikte, küçük ve orta ölçekli parti imalatında kullanılan takım tezgahlarının ve armatürlerin sayısını azaltmak ve kutunun taşıma ve kurulum süresini azaltmak için kaba işleme ve işleme aşamaları nispeten konsantre olabilir ve mümkün olduğunca aynı makinede düzenlenebilir.
(4) Uygun ısıl işlem sürecinin düzenlenmesi
Döküm kutusunun yapısı karmaşıktır, duvar kalınlığı düzensizdir, döküm sırasında soğutma hızı tutarsızdır ve iç gerilimi üretmek kolaydır ve yüzey serttir. Bu nedenle, kumlama ve söndürme ve tavlama personeli dökümden sonra makul bir şekilde düzenlenmelidir.