English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

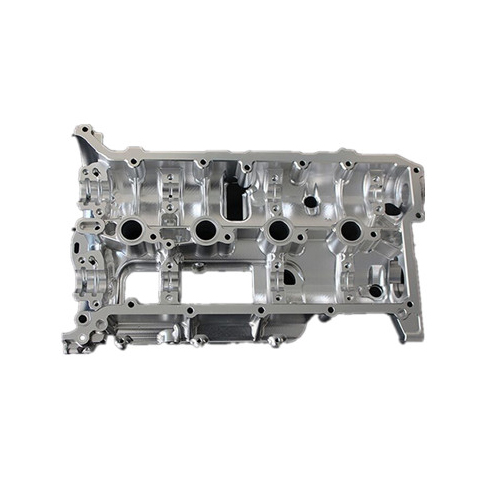
Bazı yüksek hassasiyetli alüminyum alaşımlı parçaları veya büyük alüminyum alaşımlı parçaları işlerken, ürünün yüzey kalitesi çok önemlidir. Bir ürünün görünümü, ürünün maliyet performansını doğrudan etkileyebilir. Peki, yüksek parlaklık etkisi elde etmek için yüksek yüzey kaplamalı bazı alüminyum alaşımlı parçaları nasıl yapabiliriz? Her şeyden önce, takım tezgahları için kesme sıvısı yerine kesme yağı kullanmak gerekir. Beş eksenli CNC işlemede kesme sıvısının yumuşatma etkisi kesme yağı kadar büyük değildir, ancak soğutma etkisi kesme yağından daha güçlüdür. Yüksek parlaklık efekti elde etmek içinse, çoğu ürün düzgün kesime uygun kesme yağı kullanacaktır.
Ardından, alüminyum alaşımlı ürünlere adanmış alüminyum alaşımlı parlak bıçağı seçmek için aracı seçiyoruz. Tungstenli çelik bıçaklar ve parlak bıçaklar farklı hammaddelere ve farklı sertliklere sahiptir, bu nedenle alüminyum alaşımlı yumuşatma ve kesme için tungsten çelik bıçaklardan daha uygundurlar. İşleme sırasında kesme yağının pürüzsüz olmasını sağlamak için takım tezgahı YouTube ‘u yukarıdan aşağıya doğru takımla hizalamak gerekir ve ardından ürünün pürüzsüzlüğünün ekstrüzyon cürufundan etkilenme olasılığını azaltmak için alüminyum cüruf ve alüminyum talaşların çoğu yıkanabilir. İşleme sırasında, kesme yağı tarafından yıkanamayan cüruf ve talaşları patlatmak için bir hava tabancası kullanmayı unutmayın. İşleme sırasında takım tezgahının besleme ve hızı, aletin uzunluğuna göre Z‘ ye verilmelidir. İşleme, hız ve besleme için uygun parametreler genellikle ürünün bitişini belirleyebilen önemli faktörlerdir.