English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

İletişim, otomotiv, BT ve çeşitli metal işleme endüstrilerinin gelişmesiyle birlikte sac işleme giderek daha yaygın hale geldi, bu nedenle sac işlemeyi anlamak gerekiyor. Hunan Sac İşleme Fabrikası sizi sac işlemenin sağduyusunu anlamaya götürür!
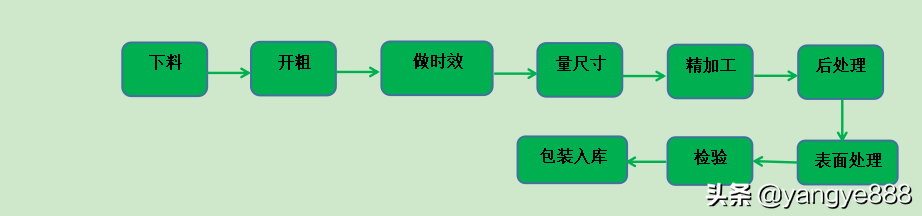
Sac işleme, farklı boyut ve hassasiyete sahip metal levhalar, profiller veya borular kullanılarak mekanik veya manuel yöntemlerle şekillendirilmiş parçalar haline getirilebilir. Bu, müşteri ihtiyaçlarına göre belirlenir. Genellikle klimaların ve havalandırma kanallarının bazı bölümlerinin yanı sıra uç nokta dolapları, kontrol dolapları ve kontrol şasisi gibi ürünlerin imalatında kullanılır. Çoğu sac parça, metal levhalar ve boru bağlantı parçalarından yapılabilir. Özellikleri: rastgele şekil üretimi, hafif malzeme kalitesi, yüksek mukavemet, daha az malzeme tüketimi ve yüzeyi parlak ve temizdir.
Tencere, kaseler, tavalar, dağıtım kutuları, elektrik dağıtım dolapları, su geçirmez kutuların izlenmesi, araba parçaları ve hayatımızda kullanılan diğer işler gibi günlük hayatımıza nüfuz edin. Metal levhaların işlenmesi genellikle kesme, bükme, perdahlama, flanşlama vb. yöntemleri ifade eder. Genel olarak konuşursak, farklı şekiller yapmak için kalıplara güvenme sürecine sac damgalama denir ve el veya makine ile sac şekillendirme işlemine sac işleme denir.
 Hunan sac işleme üreticileri size sac işleme için ipuçlarının neler olduğunu söylüyor?
Hunan sac işleme üreticileri size sac işleme için ipuçlarının neler olduğunu söylüyor?
1. Kırma talaşlarının insanlara zarar vermesini önlemek için uygun bir konuma şeffaf bir bölme takılmalıdır.
2. İş parçasının yüzeyinin gazlı bezle parlatılması gerektiğinde, alet güvenli bir konuma getirilmeli ve ellerin ve giysilerin iş parçasının yüzeyine değmemesine özen gösterilmelidir. İç deliği taşlarken, gazlı bezi desteklemek için parmaklarınızı kullanmayın ve bunun yerine tahta bir çubuk kullanın. Aynı zamanda hız çok hızlı olmamalıdır.
3. Torna gövdesi ve mil dişli kutusu üzerine alet, fikstür veya iş parçası koymak yasaktır. Çalışırken konsantre olun. Yorgunluk operasyonu, sohbet operasyonu, çok kişilik operasyon, sarhoş operasyonu, sigara içilmesi yasaktır.
4. Takım tezgahlarını, aletleri ve iş yerlerini temiz ve düzenli tutun ve teslim konusunda iyi bir iş çıkarın. İşten çıktıktan sonra işyerini temizlerken, güç kaynağını kapatın ve çeşitli bıçak kollarını güvenli bir yere yerleştirin.
5. Düzensiz şekilli iş parçalarını çevirirken bir denge bloğu takılmalı ve kesmeden önce denge test edilmelidir.
6. Takım kenetleme güvenilir olmalı ve kesici kafanın çıkıntılı kısmı kesici gövdenin yüksekliğinin 1,5 katını geçmemelidir. Kesici altındaki contanın şekli ve boyutu, kesici gövdenin şekli ve boyutu ile tutarlı olmalı ve conta mümkün olduğunca küçük ve düz olmalıdır.
7. Tornaya takılan ve çalışma sırasında otomatik olarak ölçülebilen ölçme aleti dışında, takım tutucu durdurulmalı ve iş parçasını ölçmeden önce güvenli bir konuma taşınmalıdır.
8. Kesme sırasında üretilen şerit talaşlar ve sarmal uzun talaşlar kancalarla derhal elimine edilmelidir ve el çekme kesinlikle yasaktır.
9. İşten önce iş kıyafetleri, manşetler ve koruyucu gözlükler giyin. Kadın işçiler iş şapkası takmalı ve saç bakım başlığına uzun saçlar koymalıdır. Ameliyat için eldiven giymek yasaktır.
10. Tornanın iş miline yükleme ve boşaltma aynaları kapatıldıktan sonra yapılmalıdır. Aynayı çıkarmak için motorun gücünü kullanmayın.
11. Giysileri ve vücudun diğer kısımlarını bükmemek için tavuk kalp klipsinin ayna, kadran ve çıkıntılı kısmı için koruyucu bir kapak kullanın. Koruyucu kapak yoksa, çalışma sırasında belirli bir mesafe bırakın.
12. Bir iş parçasını üst kısmı ile sıkıştırırken, üst kısmın ortasının ve iş milinin orta deliğinin tamamen aynı olmasına ve hasarlı veya eğik üst kullanılmamasına dikkat edin. Kullanmadan önce üst ve orta delikler silinmeli ve arka kısmın üst kısmı sıkıca sabitlenmelidir.
13. İnce iş parçalarını çevirirken, çalışma ve işleme kalitesinin güvenliğini sağlamak için bir takip veya orta çerçeve kullanılmalıdır. Torna tezgahı kapsamının ötesindeki işleme kısmı için bir mobil koruyucu kapak ve güvenlik işaretleri takılmalıdır.