English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

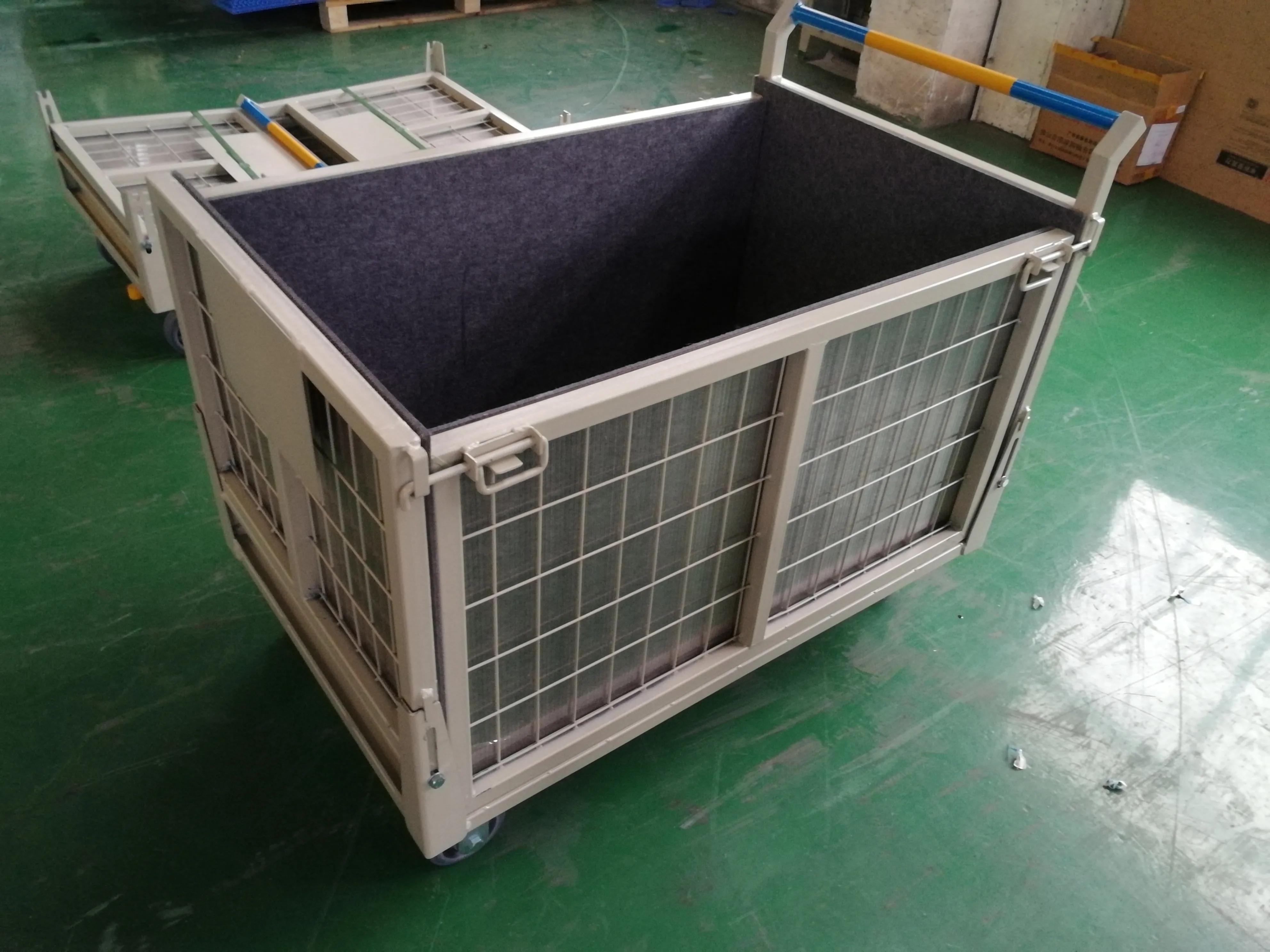
Sac işleme, sac işleme olarak adlandırılır. Örneğin, baca, demir varil, yakıt depoları, yağ kapları, havalandırma boruları, dirsekler, yuvarlak yerler, huniler vb. Yapmak için sac metal kullanımı. Ana işlemler, belirli geometrik bilgi gerektiren kesme, bükme, burkulma, bükme, kaynak, perçinleme vb. Sac metal parçalar, ince levha donanım parçalarıdır, yani damgalama, bükme, germe vb. ile işlenebilen parçalardır. Genel bir tanım, işleme sırasında sabit kalınlığa sahip parçalardır.
Sac işleme, sac metal teknisyenlerinin ustalaşması gereken önemli bir teknolojidir ve aynı zamanda sac metal ürün oluşturmada önemli bir süreçtir. Sac metal işlemenin teknik özellikleri nelerdir? Sac metal işleme üreticilerinin küçük baskısı bunu size tanıtacaktır.
 1. Sac işlemenin yüksek güç yoğunluğu: Şasi kabinindeki sac işleme iş parçası, sac işleme sırasında hızla yükselen sıcaklığı emer ve hatta yüksek erime noktasından, yüksek sertlikten ve yüksek kırılgan malzemelerden (seramik, elmas vb.) Yapıldığında erir veya buharlaşır. Sac işleme için de kullanılabilir;
1. Sac işlemenin yüksek güç yoğunluğu: Şasi kabinindeki sac işleme iş parçası, sac işleme sırasında hızla yükselen sıcaklığı emer ve hatta yüksek erime noktasından, yüksek sertlikten ve yüksek kırılgan malzemelerden (seramik, elmas vb.) Yapıldığında erir veya buharlaşır. Sac işleme için de kullanılabilir;
2. Sac işleme kirişlerinin kontrol edilmesi kolaydır: yüksek hassasiyet ve yüksek otomasyona ulaşmak için hassas makineler, hassas ölçüm teknolojisi, elektronik bilgisayarlar vb. İle birleştirilmesi kolaydır.
3. Sac işleme uygun ve esnektir: robotlar, zorlu ortamlarda veya başkalarının erişemeyeceği yerlerde sac işleyebilir.
4. Sac metal işleme yaygın olarak kullanılmaktadır: sac metal işlemede ışık huzmesinin sapma açısı 1 mm arktan az olabilir, nokta çapı mikrondan az olabilir ve çalışma süresi nanosaniyeler ve pikosaniyeler kadar kısa olabilir. Aynı zamanda, yüksek güçlü sac işlemenin sürekli çıkış gücü, kilovat seviyesine on kilovata ulaşabilir. Kaynak işleminin özelliklerine göre, endüstriyel üretimde üç kaynak yöntemi kullanılmaktadır.
5. Dövme ve dökümlerin üretimi ve işlenmesi ile karşılaştırıldığında, sac metal parçalar hafif, metal malzeme tasarrufu, basit işleme teknolojisi, üretim maliyetlerini düşürme ve üretim maliyetlerinden tasarruf etme avantajlarına sahiptir.
6. Çoğu kaynaklı sac metal parça, düşük işleme hassasiyetine ve büyük kaynak deformasyonuna sahiptir, bu nedenle kaynaktan sonra deformasyon ve düzeltme miktarı çok büyüktür.
7. Kaynaklı parçalar çıkarılabilir olmadığından ve onarılması zor olduğundan, atık ürünleri azaltmak veya önlemek için makul montaj yöntemleri ve prosedürleri benimsemek gerekir. Büyük veya büyük boy ürünlerin genellikle sahaya monte edilmesi gerekir, bu nedenle önce fabrikada bir deneme montajı yapılmalıdır. Deneme montajı sırasında, çıkarılabilir olmayan konektörleri geçici olarak değiştirmek için çıkarılabilir konektörler kullanılmalıdır.