

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Bir çarşaf metal parçası nedir? Tablo metal parçaları metal çarşafları için (genellikle 6 mm daha az) soğuk çalışma sürecidir. Bu parçaları parçalama, parçalama/kesme/kompozit, katlama, karıştırma, nehirleme, parçalama ve oluşturulma içerisinde komponentler üretmek için oluşturulmuştur.

Özellikler:
1. Birinci kalınlık. For a part, the thickness of all parts is consistent
2. Light weight, high strength, conductivity, low cost, and good performance in large-scale production
İşlenme teknolojisi
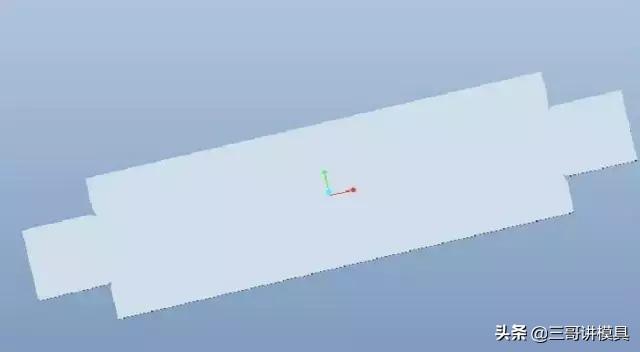
1. Kesin
Çevirme sürecinde kullanılan ekipmanlar, metal çarşafını temel bir şekilde kesebilir. İşleri de düşük işleme maliyeti dahil; Değişiklikler: Doğrudan ortalama, kesme şeklinde patlamalar var ve kesme şekli tek, hepsi basit dikdörtgenler veya düz hatlardan oluşan diğer basit şekiller.
Kemeden önce, parçaların büyüklüğünü hesaplamak gerekir. Açılınmış büyüklüğü, düşürme açısı, çarşaf materyali ve çarşaf kalınlığıyla bağlı.
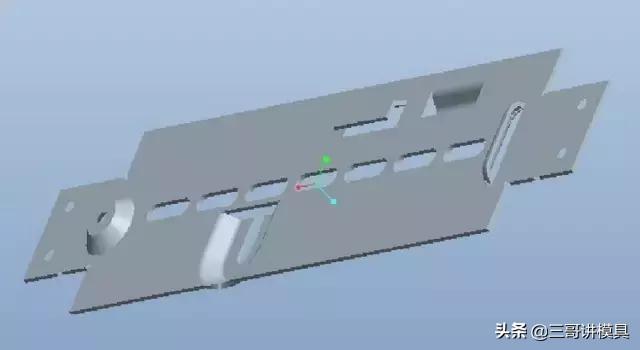
2. Acele et
Sıçrama süreci için ekipman bir yumruk makinesidir, ki daha fazla süreç ve kesim materyalini şekilleyebilir. Stamping various shapes requires different molds, common molds include round holes, elongated holes, and protrusions; Yüksek doğruluk.
Patron: Material kaldırmamalı ve patronun yüksekliği sınırlı, kurulun materyaline, kurulun kalıntısına ve patron eğiminin açısına bağlı.
Sıcak dağıtım delikleri, yerleştirme delikleri, vb. dahil bir sürü tür destek var. Düşünmenin etkisi yüzünden tasarım deliğin kenarı ve tahtın kenarı arasındaki mesafe sınırlı olacak.
3. Laser kesmesi
İşlenme ekipmanları: lazer kesme makinesi
İşleri kesmek veya yumruklamak üzere kaldıramayan materyaller için veya kaldırmak üzere yüksek zorluk olan tabaklar için, çevrilenmiş köşelerle, ya da gerekli şekilde basmak için hazır yapılmış mol olmadığında, lazer kesmek materyalin oluşturulmasını tamamlamak için kullanılabilir.
Tavsiyeler: Yapraklar, çiçekler, vb. gibi her şekilde kesebilecek, yüksek değer kesmek; Olaysız: Yüksek süreç maliyeti
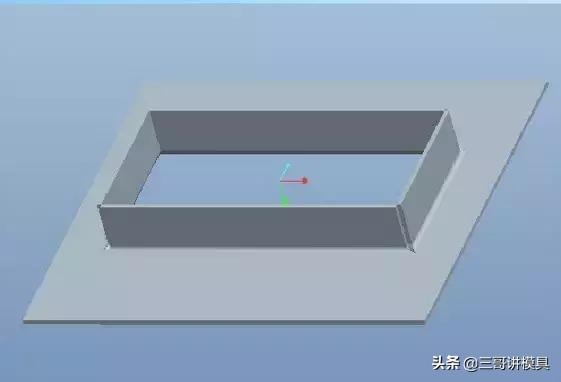
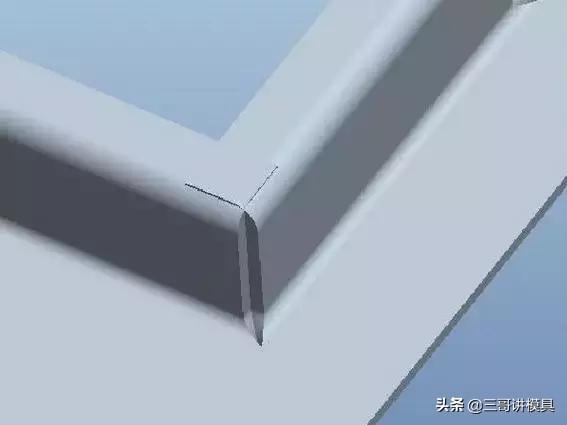
4. Bending

İşlenme ekipmanları: sıkıştırma makinesi, sıkıştırma makinesi
İstediği şekilde metal çarşaflarını kapatabilirler, bu da komponentlerin oluşturma sürecidir. İstediğin şeklini oluşturmak süreci, sıkıştırma makinesinin üst ve a şağı kılıçlarıyla metal çarşaflarını bastırıp sıkıştırmak denir.
Aşağı metal parçaları oluşturmak için son adım ve parçaları açılıp şekilde çevirebileceğinde ilgilenmek için birkaç nokta var. Aşağıda, düzenleyici onları herkese açıklayacak.
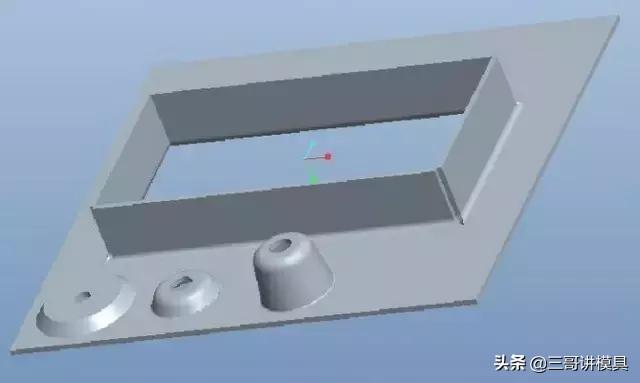
1. Aşağıdaki şekilde gösterilen materyal kısıtlığı. İşlenme çok yüksek ve materyalin düşüklüğünü aştırır. Yükleme boyutunu arttırmak veya yerleştirme çatışmalarından kaçırmak için genellikle kullanılır. Bu yüzden materyalin iç yapısını değiştirmeden ve yapısal gücünü etkilenmeden uzaklaşmak zorundadır. Örneğin, konveks konüsü ve referans uçağın arasındaki açı 45 ve yükseklik, tabağın kalınlığından 3 kat daha yüksektir.
2. Küçük maddeler: Küçük maddeler sık sık sık kapalı sık kenarları vardır, bu sık sık işlem hataları ya da hataları çizdiriyor.
3. Kıpırdama sınırları: Çoğu sıkıştırma makinelerin kıpırdama sınırları vardır.
Tek taraflı yükseklik: Kıçrama makinesinin ve kesme kenarının yüksekliğini birçok taraflı büyük a çı eğme yöntemi kullanarak belirlenebilir
Çiftli yükseklik: tek tarafın en yüksek yükseklikten daha büyük değil. Bir tarafın yükseklikte bütün sınırların yanında, altın kenarına da sınırlı: yükseklik 4. Çerçeve metal parçaları ince metal çarşafını eğerek oluşturduğu zaman, eğilmiş kenarların arasındaki bağlantı mühürlenmedi ve güçlü bir bağlantı yok. Eğer tedavi edilmediyse, gücü etkileyecek. Genel tedavi metodu koruyacak. Çizimdeki teknik ihtiyaçlar: kaldırma a çısı, kaldırma açısı ve çevirme. 5. Yüzey tedavisi Çap metal parçalarının ince kalıntısı yüzünden, sıcak dip galvanize uygun değiller. Genel yüzey tedavi metodları fosfat ve elektrostatik spray içeriyor ve renk projeyle değişir. Bu süreç yaranmamış yüzeyle siyah parçalar için uygun. Hepsi metal parçaları ve işleme teknikleri için bu.Hepiniz onlardan öğrendiniz mi? Eğer sorunuz varsa, lütfen aşağıdaki yorumlar bölümünde s öyleyin.










