English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

İmalat endüstrisinin gelişmesiyle birlikte, sadece endüstride değil, aynı zamanda insanların hayatında da, bu metal germe kısmı her yerde yaygın hale geldi. Metal germe parçalarının geniş kullanımı, hassas damgalama parçaları işleme tesislerinin bu tür birçok sipariş almasına izin verdi.
Damgalama işleminde iki tür vardır: biri ayırma işlemi, diğeri şekillendirme işlemidir.
1. Ayırma işlemi: Ayırma işlemi, belirli bir şekil, boyut ve kesit kalitesinde damgalı parçalar elde etmek için belirli bir kontur çizgisi boyunca ayırmak için boşlukların atanması işlemidir.
2. Damgalama: Şekillendirme işlemi, malzemenin çatlamadan belirli bir şekle ve boyuta plastik olarak deforme olduğu damgalama işlemini ifade eder.
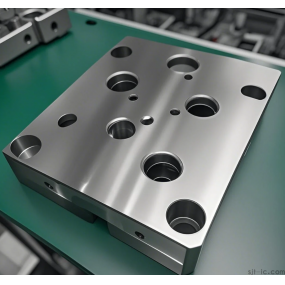
Streç şekillendirme, açık içi boş bir parçaya düz bir boşluk oluşturmak için bir kalıp kullanan bir damgalama işlemidir. Ana damgalama işlemlerinden biri olarak çizim yaygın olarak kullanılmaktadır. Çizim işlemi, silindirik, dikdörtgen, kademeli, küresel, konik, parabolik ve diğer düzensiz şekilli ince duvarlı parçaları yapmak için kullanılabilir. Diğer damgalama şekillendirme işlemleriyle birleştirildiğinde, daha karmaşık parçalar da yapılabilir.
Hassas damgalama parçaları işleme tesisleri, aşağıdakileri içeren ürün germe ve şekillendirme için damgalama ekipmanı kullanır: germe, yeniden germe, ters germe ve inceltme. 
1. Germe işlemi: bir merdane cihazı ve bir zımbanın delme kuvveti kullanılarak, düz plakanın bir kısmı veya tamamı, onu tabanlı bir kap haline getirmek için içbükey boşluğa çekilir. Konteynerin yan duvarlarının germe yönüne paralel olarak işlenmesi basit bir germe işlemidir, konik (veya köşeli koni) şekilli kapların, yarım küre kapların ve parabolik kapların germe işlemi de genleşme işlemini içerir.
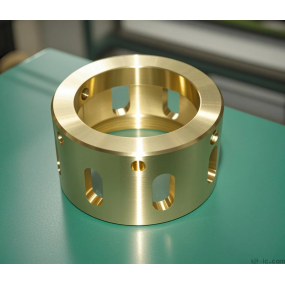
2. Yeniden germe: yani bir kerelik germe ile tamamlanamayan derin çekilmiş ürünler için, şekillendirme kabının derinliğini artırmak için şekillendirilmiş ürünlerin tekrar gerilmesi gerekir.
3. Ters germe işlemi: İş parçasını bir önceki adımda germe işlemi tersine çevrilir, iş parçasının içi dış olur ve dış çapı azalır.
4. İnceltme ve germe işlemi: Oluşturulan kap, bir zımba ile kabın dış çapından biraz daha küçük bir içbükey boşluğa sıkıştırılır, böylece kabın alt kısmı olan dış çapı azaltılır ve duvar kalınlığı aynı zamanda daha incedir, bu da sadece duvar kalınlığı sapmasını ortadan kaldırmakla kalmaz, aynı zamanda kabın yüzeyini de yağlar.
Bu makale EMAR Mold Co., Ltd. ‘den alınmıştır. Daha fazla EMAR ile ilgili bilgi için lütfen tıklayın: www.sjt-ic.com,