English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

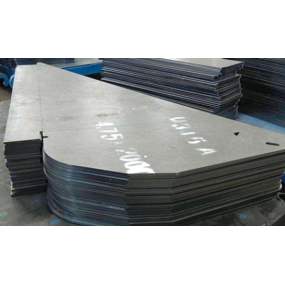
Sac metal işleme kalitesinin iyileştirilmesi, sac metal işleme üreticilerinin iş kaynaklarını iyileştirmelerinin bir yoludur. Peki sac işleme kalitesini nasıl artırmalıyız? Sac metal kabuk işleme editörü sizin için analiz edecektir.
Sac işleme kalitesi nasıl iyileştirilebilir?
 İlk olarak, sac işleme konusunda iyi bir iş çıkarın.
İlk olarak, sac işleme konusunda iyi bir iş çıkarın.
Sac işlemede, genellikle boşaltma için dört yöntem vardır, yani:
Kesme makinesi: Dış boyutları kesmek için bir kesme makinesi kullanmak ve ardından delme, köşe kesme vb. için makineyi kalıpla birlikte yumruklamak ve ardından kesimi tamamlamaktır.
Lazer kesim: İstenen yapısal şekli kesmek için lazer kesimin kullanılmasıdır.
Yumruk açma: Tek adımda veya adım adım tamamlanabilen düz parçalar ve diğer yapılar oluşturmak için bir zımbanın kullanılmasıdır.
Sayısal kontrol boşluğu: ZUI ‘de yaygın olarak kullanılır, yani programlama yoluyla sayısal kontrol gerçekleştirir ve ardından yapının ve şeklin delinmesini gerçekleştirebilir ve ardından boşluğu tamamlayabilir.
Sac metal işleme personeli için yeterlilik gereksinimleri nelerdir? Spesifik hedefler nelerdir? Küçük bir sac metal operatörü ise, çok derin ve karmaşık olmadan çizimleri ve ekipmanın basit çalışmasını anlayabilmek gerekir. Ve orta, daha karmaşık çizimleri anlayabilmek ve belirli fiziksel bilgiye sahip olmak gerekir. Bu nedenle, farklı hedeflerin farklı gereksinimleri vardır.
İkincisi, sac işleme kesme konusunda iyi bir iş çıkarın.
Sac metal parçaların işlenmesi sırasında bazen lazer kesim gibi bazı sorunlar ortaya çıkar, bu yüzden onu daha iyi anlamamız gerekir. O zaman kısaca tartışalım ve analiz edelim.
1. Deformasyon. Ana sebep, küçük delikler işlenirken patlayıcı deliklerin kullanılmaması, ancak işleme kalitesini etkileyecek darbe deliklerinin kullanılmasıdır.
2. Çapak. Ana nedenler: lazer odağının yukarı ve aşağı konumu yanlış veya çıkış gücü iyi değil veya kesme hızı iyi değil, gaz saflığı iyi değil vb. Bu nedenle ayrıntılı olarak analiz edilmesi gerekiyor.
3. Keserken tamamen kesilmez. Lazer kesimin hat hızı çok hızlıdır veya lazer kafa memesinin seçimi, bu soruna neden olacak ve ardından işleme kalitesini etkileyecek olan işleme plakasının kalınlığına uymaz.
Üçüncüsü, sac işleme merkezinde iyi bir iş çıkarın.
Sac metal malzemelerin bükülmesinde, ürün ve aletin çarpışmasını ve ardından deformasyona neden olmasını önlemek için bükülme için kullanılacak aletler ve alet yuvaları, çizimlerin boyut gereksinimlerine ve malzemelerin kalınlığına vb. göre belirlenmelidir. Ayrıca bükülme sırası da çok önemlidir, genellikle önce iç sonra dış, önce küçük sonra büyük, sonra özel ve sonra genel. İş parçasının çıkmaza basması gerekiyorsa, tesviye kalıbı kullanılmalıdır.
İş parçasının basınç perçinlemesi, saplamanın yüksekliğini ve presin basıncını vb. dikkate almalıdır. Ek olarak, iş parçasının eski ve kullanılamaz hale gelmesini önlemek için iş parçasının saplaması ve yüzeyi aynı hizada olmalıdır.
Sac metal işlemede kaynak genellikle hidrojen ark kaynağı, nokta kaynağı, teknik ark kaynağı ve karbondioksit bakım kaynağını içerir. Nokta kaynağı yaparken kaynak konumu dikkate alınmalıdır.
Sac işlemede, görünüm işlemi gerçek duruma göre seçilmelidir. Soğuk levha işleme ise, genellikle önce elektro kaplama işlemi, ardından fosfatlama işlemi ve ardından ZUI ‘den sonra püskürtme yapılır. Püskürtmesi işçilik ve inisiyatif olarak ayrılmıştır.
Ek olarak, sac işlendikten sonra, ölçek vb. dahil olmak üzere görünümü kontrol etmek gerekir. Herhangi bir sorun varsa, işleme kalitesinin sağlanması için onarılmalı veya doğrudan hurdaya çıkarılmalıdır.
Dördüncüsü, sac işleme ustalarının teknik seviyesini geliştirin.
1. Parçaların yüzeyinde önce oksit kabuğu çıkarılmalı ve işlenmeden önce herhangi bir kusur veya hasar olmamalıdır.
2. Yüksek frekanslı söndürme yapılacaksa, tavlama sıcaklığı düzenlemelerin gerekli sıcaklık aralığı içinde olmalı ve yüksek sıcaklıkta yaşlanma tedavisi yapılmalıdır.
3. Kamu hizmeti için şekil gereksinimleri yoksa, GB1184-80 ‘deki kuralların gerekliliklerine uymalı ve uzunluğunun izin verilen hatası genellikle 0,5 mm aralığında olmalıdır.
4. Dişli takıldıktan sonra, diş yüzeyi geri tepmesi GB10095 ve GB11365 gereksinimlerine uygun olmalıdır.
5. Parçaları takmadan önce, yabancı cisimlerin getirilmesini önlemek için bazı gerekli denetimler ve temizlik yapılmalıdır. Ayrıca çiftleşme boşluğunu vb. Kontrol edin.