English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

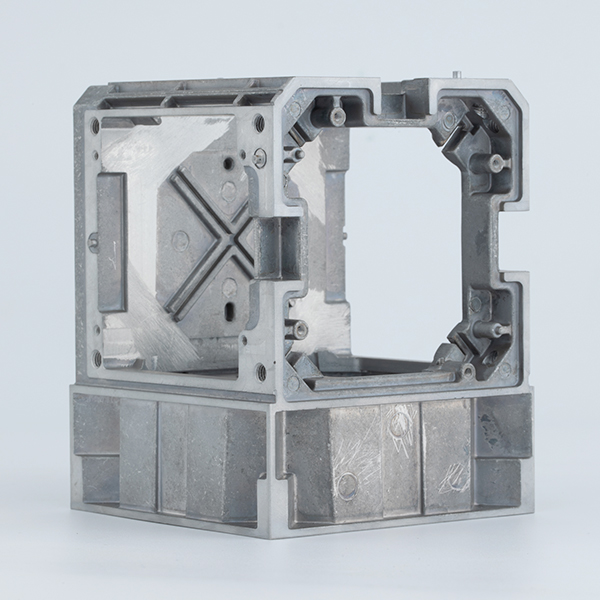
1. Boyutsal doğruluk, tolerans aralığı gerektirir: CNC işlemeden sonra dökümlerin boyutu, tasarım tarafından belirtilen tolerans aralığı içinde sıkı bir şekilde kontrol edilmelidir. Bu, ürünün özel kullanımına bağlıdır ve farklı endüstriler ve uygulama senaryolarının farklı doğruluk gereksinimleri vardır. Örneğin, havacılık alanında, bazı önemli dökümlerin boyutsal toleransı, parçaların karmaşık mekanik sistemlerde doğru bir şekilde eşleştirilebilmesini sağlamak için 0,01 mm içinde kontrol edilebilir; Sıradan makine imalatında, boyutsal tolerans genellikle 0,1 - 0,05 mm civarındadır. 000 @ 000 Boyut tutarlılığı: Aynı döküm grubu CNC işlenmiş ürünler, boyut olarak yüksek bir tutarlılığa sahip olmalıdır. Bu özellikle seri üretilen değiştirilebilir parçalar için önemlidir. Örneğin, otomobil motor blok dökümlerinin CNC işleminden sonra, motorun sabit performansını sağlamak ve parçaları tamir ederken ve değiştirirken değiştirilebilirlik elde etmek için, silindirin her bir silindir ve her bir montaj yüzeyi arasındaki çap, derinlik ve boyutsal ilişki oldukça tutarlı olmalıdır. 2. Şekil doğruluğu için gerekli geometrik sapma kontrolü: İşleme sonrası dökümün şekli, tasarım çizimlerinin geometrik gerekliliklerini karşılamalı ve şekil hatası kontrol edilmelidir. Düzlük, yuvarlaklık, silindiriklik, düzlük vb. gibi geometrik doğruluk göstergelerinin sıkı bir şekilde kontrol edilmesi gerekir. Örneğin, başka parçaları bir düzleme takması gereken bir döküm için, takılan parçaların sıkıca oturmasını sağlamak ve şekil hatalarının neden olduğu stres konsantrasyonu ve sızdırmazlık problemlerini önlemek için işleme sonrası düzlük hatasının 0,01 mm içinde olması gerekebilir. Karmaşık Şekillerin Doğruluk Garantisi: Kavisli konturlara, kavisli yüzeylere veya düzensiz şekillere sahip ürünler gibi karmaşık şekillere sahip dökümler için CNC işleme, tasarım şeklini doğru bir şekilde geri yükleyebilmelidir. Bu, yüksek hassasiyetli CNC programlama ve gelişmiş işleme teknikleri gerektirir. Örneğin, kalıp dökümlerinin işlenmesinde, üretilen plastik ürünlerin veya damgalı parçaların tasarım şeklini ve boyut gereksinimlerini karşılayabilmesi için kalıp boşluğunun karmaşık kavisli yüzey şekli hassas bir şekilde işlenmelidir. 3. Yüzey kalitesi gereksinimleri Yüzey pürüzlülüğü: CNC işlemeden sonra dökümlerin yüzey pürüzlülüğü önemli bir kalite göstergesidir. Farklı uygulama senaryolarının yüzey pürüzlülüğü için farklı gereksinimleri vardır. Örneğin, takım tezgahlarının kılavuz rayları, otomobillerin krank milleri vb. gibi yüksek yüke ve yüksek sürtünmeye dayanıklı mekanik parçalar için, sürtünmeyi ve aşınmayı azaltmak ve parçaların hizmet ömrünü iyileştirmek için yüzey pürüzlülüğünün genellikle Ra0.8 - Ra1.6μm arasında olması gerekir; bazı dış parçalar veya çiftleşmeyen yüzeyler için, Ra3.2 - Ra6.3μm gibi yüzey pürüzlülük gereksinimleri nispeten düşüktür. Yüzey bütünlüğü: İşlenmiş yüzey çatlaklar, trakoma, gözenekler, cüruf kapanımları vb. gibi döküm kusurlarından arındırılmış olmalıdır. Bu kusurlar dökümlerin mekanik özelliklerini ve sızdırmazlığını etkileyecektir. İşleme sürecinde, makul işleme teknolojisi ve algılama araçları aracılığıyla bu kusurların bulunup yayılmasını önlemek gerekir. Örneğin, bazı yüksek basınçlı kap dökümleri için, işlenmiş yüzey, kabın güvenliğini sağlamak için yüzeye hiçbir iç kusurun uzanmamasını sağlamak için tahribatsız testlerden geçmelidir. Yüzey dokusu yönü: Bazı durumlarda, yüzey dokusunun yönünü de dikkate almak gerekir. Örneğin, nispi hareketli parçaların yüzeyinde, makul bir yüzey dokusu yönü, sürtünme direncini azaltabilir ve hareketin pürüzsüzlüğünü artırabilir. Yatak yuvası dökümlerinin işlenmesinde, yatağın çalışma performansını optimize etmek için yatak montaj deliğinin yüzey doku yönü yatağın dönüş yönüne uyarlanmalıdır.