English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

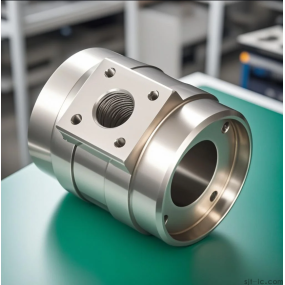
1[UNK] Високий попит обертається частинами 1 Частини з високою точністю, завдяки добрій жорстокісті клітин CNC, мають високу точність виробництва і встановлення інструментів, їх можна легко і точно машинувати

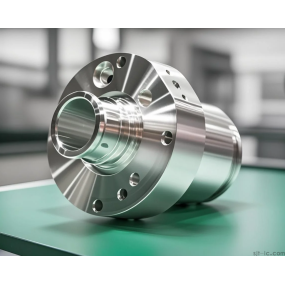
Роботна компенсація або навіть автоматична компенсація, так що вона може обробляти частини з високовимірними потребами точності. Загалом кажучи, перетворення частин з семи рівнями вимірної точності не повинно бути складним. У деяких ситуаціях машини можуть замінити бриття. Крім того, через високоточну інтерполяційну дію і сервовий пристрій руху інструментів під час обертання СНК, приєднаний до доброї жорстокості і високої точності виробництва інструменту, він може обробляти частини з високими потребами для прямості, округлості і циліндрічності генератриксу Форма куток і інших контурів кривок набагато ближче до геометричної форми цілі на малюнку, ніж форми копіювання. Частини з кривими генератриксовими формами часто перевіряться за допомогою вирізання дроту CNC і трохи польошених шаблонів. Точність форми частин, вироблених через обертання СНК, не буде нижче точності форми самого прототипу. Перетворення CNC є особливо ефективним для покращення точності позиції. Багато частин, які вимагають високої точності позиції, не можна перетворити традиційними закриттями і їх можна компенсувати лише наступними шматками або іншими методами. Точність позиції обертання частин залежить основно від кількості разів, коли частини зачіплюються, і точності виробництва машинного інструменту. Якщо під час роботи з машинами на CNC-закритому закритті виявляється висока точність позиції, її можна виправити зміною даних програми, яка може покращити точність позиції. Але не можна виконати цю корекцію на традиційних закриттях. 2. Округлений клітин CNC з доброю грубістю поверхні може обробляти частини з низькою грубістю поверхні, не тільки через жорстокість і високу точність виробництва машинного інструменту, але й через його постійну лінійну функцію вирізку швид Після визначення матеріалу, точного машинного обчислення і інструменту вирізання, грубість поверхні залежить від кількості споживання і швидкості вирізання. Під час обертання кінцевого обличчя на традиційному закритті, через постійну швидкість під час обрізання, теоретично, лише певний діаметр має найменшу грубість. Фактично, можна також спостерігати, що грубість всередині кінцевого обличчя несумісна. За допомогою функції постійного лінійного вирізку швидкості клавіші CNC можна обрати оптимальну лінійну швидкість для вирізки кінцевого обличчя, що призведе до малої і постійної грубості. Закриття CNC також підходять до обертання частин з різними потребами грубості поверхні. Області з низькою грубістю можна досягти зменшенням кількості різків, що неможливо на традиційних закриттях. 3. Ультра точність і ултра низька грубість поверхні, зокрема, магнітні диски, голови записівників, багатокутні рефлектори для лазерових принтерів, оптичне обладнання, зокрема обертальні барабани для копіювачів, лінзи і форми для камер, а також контактні лінзи, вимагають надзвичайно високої точності контуру і надзвичайно низької грубості поверхні. Вони належать до обробки на високоточних і високоефективних лазка Точність контуру апарату ultra- точності може досягти 0, 1 μ m, а грубість поверхні може досягти 0, 02 μ m. Мінімальна одиниця встановлення системи CNC, використана для апарату ultra- точності, повинна досягти 0, 01 μ m. Матеріал ультраточних частин перетворення колись був головним металом, але тепер він розширився на пластик і кераміку. 2[UNK] Завдяки лінійним і кольоровим інтерполяційним функціям закритих CNC деякі з пристроїв CNC також мають деякі некольорові інтерполяційні функції кривої. Тому можна перетворити складні обертальні частини, складні з випадкових прямих ліній і площих крив, а також частини, з складними вимірами керування, наприклад, час Формуюча поверхня вкритої внутрішньої ділянки компонента оболонки, показаної на картині 5-1, має малий рот і великий шлунок, який не може бути створено на звичайному закритті, але легко створено на закритті CNC. Криви, які складають контур частин, можна описати за допомогою математичних рівнянь або списків крив. Для контурів, складених з прямих ліній або вузлів, безпосередньо використовуйте функцію інтерполяції прямої лінії або вузла інструменту машини. Для контурів, складених з некруглих крив, можна використовувати функцію інтерполяції некруглих крив; Якщо вибраний інструмент машини не має функції інтерполяції кривої, спочатку його слід дістатися прямою лінією або кутою, а потім інтерполяція та перерізання з функцією інтерполяції прямої лінії або кутої. Якщо для обертання круглих і конічних частин можна використовувати традиційні закриття і закриття CNC, то закриття CNC можна використовувати лише для обертання складних обертальних частин.