English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. є одним з найголовніших професіональних виробників точних металевих частин в Китаї, заснованих в 2006 році. Вона займається основним бізнесом, таким як машинні частини CNC, металеві печатки та обробка металевих листів.
Метальне печаткування — це металевий метод обробки, створений на основі пластичної деформи металу. За допомогою цього металу можна використовувати форми і печаткові обладнання для застосування тиску на металь листів, що призводить до пластичної деформи або відділення металу листів, отримаючи частини (печаткові частини Технології формування маркування грають важливу роль у процесі виробництва автомобільних організмів.
Метальне печаткування можна використовувати для обробки плохих конкавих металевих форм, а вимоги обробки для форм відносно високі, і цей процес відповідає лише для великого виробництва. Цей процес має високу точність у обробці і не відбувається значних змін у товщині матеріалу. Коли співвідношення між глибиною та діаметром знижується, процес машинації дуже схожий на глибокий малювання, і жодний з цих машинаційних процесів значно знижує товщину матеріалу.
Масове виробництво частин вимагає повноцінного використання багатьох процесів формування і різки на основі прогресивних інструментів. Серія форм є необхідною для швидкого обробку. Під час процесу машинації частин іноді необхідно виконати другу операцію на раніше формуваних частинах. Деякі частини можуть вимагати 5 або більше операцій, що відображає кількість процесів. Цей процес може обробляти металеві аркуші в циліндричні, конічні і півмісферичні форми. Часта комбінація маркування і натискання у процесі дає цілому дизайну широкий діапазон варіантів, наприклад, коли роблять машинні краї flange, асиметричні колеса і форми з перфораціями, особливі можливості цього процесу визначаються.
Технічний опис 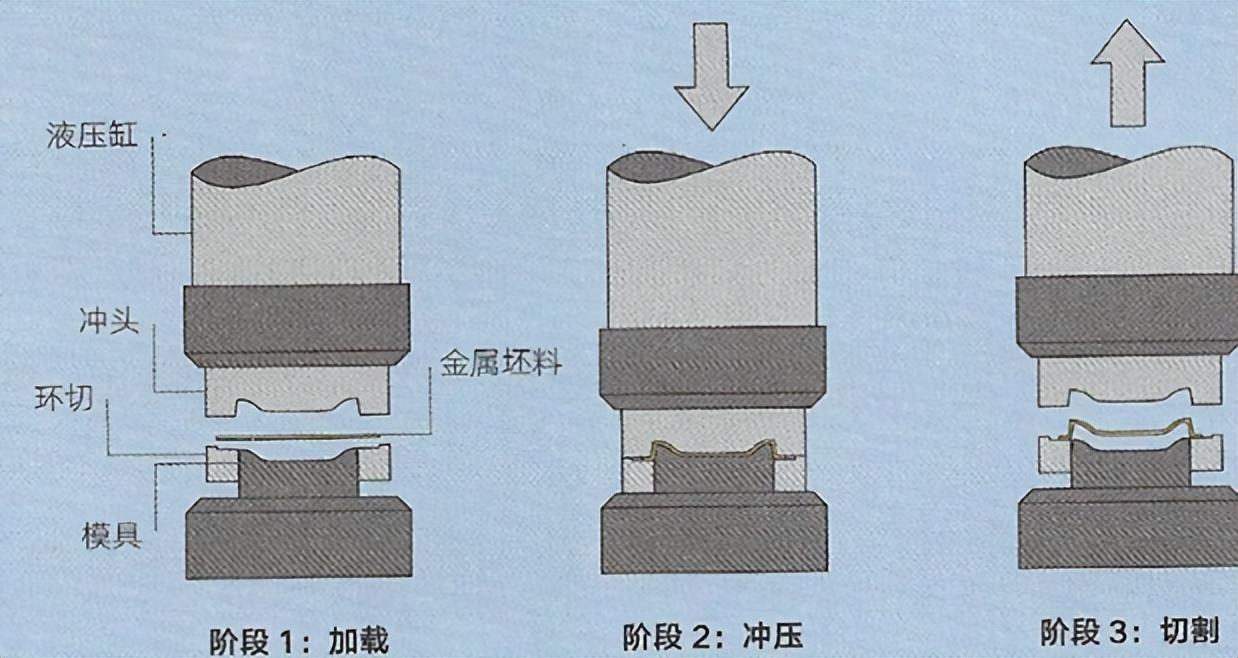
Метальне маркування — це специфічний процес, виконаний на машині штовхування, яка передає силу до штовху через гідраулічний циліндр або механічний пристрій (наприклад, камерний тиск). Загалом, гідраулічні циліндри вибрані тому, що вони мають однаковий тиск протягом всього циклу маркування, а ті, хто використовує механічні пристрої, також мають місце в індустрії обробки металів.
Пунки та форми спеціалізовані і зазвичай виконують лише одну дію формування або удару. У роботі металеві блетки зазвичай завантажуються на робочу ланцюгу. Потім затягніть удар і закінчити формування частини в одному ударі.
Після завершення формування стриптизатор рухається вгору і виштовхує частину, у якій точці частина буде вилучено. Іноді формування частин є постійним процесом, і після обробки він також має пройти через процес печаткування. Це звичайно відоме як постійний процес обробки та формування форм.
У таких умовах обробки оброблені металеві частини передаються до наступної стадії обробки на робочій ланцюзі. Цей процес може працювати вручну або за допомогою доріжок перенесення. Більшість систем автоматизовані і підтримують високу швидкість обробки. Наступний крок може включити обробку тиску, маркування, завершення або інше друге обробку.
Типова застосування обробки печаток дуже широка. Більшість великої масштабної металевої обробки в автомобільській індустрії є маркуванням або екструзією, включаючи тела автомобілів, обкладинки дверей і обкладинки.
Цей процес використовується для обробки тел металевих фотоапаратів, мобільних телефонів, телевізор, домашніх пристроїв та MP3 гравців. Також використовують цей процес установлення кухні та офісу, інструменти та ножі. За допомогою цього процесу можна обробляти зовнішню форму і внутрішню структуру частин.
Маленьке виробництво частин за допомогою відповідних процесів досягається за допомогою обробки металу на плитах, обертання металу або формування обертання. Ці процеси можуть виробляти форми схожі на металеві печатки, але вимагають відносно високих навичок праці.
Хоча процеси маркування та глибокого малювання схожі, все ще існують значні відмінності. Коли глибина частини більша за 1/2 діаметра, частину слід довжити, щоб зменшити товщину стіни. Це потребує поступової та повільної дії, щоб уникнути надмірного розтягування та розривування матеріалу.
Суперпластичне формування може використовувати прості операції для виробництва більших і глибших частин. Однак цей обробок обмежений алюмініумом, магнізом і титаном, оскільки він вимагає, щоб матеріал мав суперпластичність.
Метальні профілі, формувані якістю обробки, об'єднують кадрівність та силу металевих матеріалів частин, підвищуючи жорстокість і яскравість.
Якщо вимоги на ефект поверхні не є особливо строгими, частини слід лише трохи обробляти з вибухами після деформування. Пісячний вибух використовується для зменшення грубості поверхні. Частини також можна продовжувати обробляти за допомогою поштовху, малювання або електроплатації.
Це методи швидкого та точного виробництва плохих конкавних форм за допомогою металу плитів. Круги, квадрати і багатокутники можуть використовувати цей процес.
Тонкі стінні частини можуть підвищити силу частин додаванням ребра, і це може зменшити вагу і витрати обробки. Вибір відповідної форми може обрати профілі з складними кривами і складними поверхнями. Схожим процесом для завершення цієї роботи є обробка металів, але потребує висококваліфікованих працівників. Моккі форми можна застосовувати до обробки металів на плитах і металевої печатки. Одна сторона цієї форми зроблена з жорстокої гуми, яка може застосувати достатньо тиску, щоб формувати металевий білет на пункті.
Розгляди про дизайн: вибирання виконується на вертикальній осі. Тому конкавний кут формується у другому маркуванні. Другий печат включає деформування тиску, розширення різки і захист.
Перша операція маркування може зменшити діаметр дефективного матеріалу лише на 30%. Неперервна діяльність може зменшити діаметр на 20%. Це означає, що обробка деяких частин вимагає певної кількості постійних печаток.
У технологіях глибокого малювання процес часто обмежений потужністю обробки машини. Розмір ліжка машини визначає розмір білету, а потяг визначає довжину розтягування. Цикл обробки визначається ударом і складністю частин.
Глубина печаткованої нервозної сталі діапазонується від 0,4 до 2 мм, і можна обробляти швидкість плиток до 6 мм, але її впливає на форму і форму.
За допомогою цього процесу можна обробляти багато металевих аркушів, таких як сталь вуглецю, несорожня сталь, алюміній, магніз, чашка, мед, мед і цинг.
Ціни обробки відносно високі через потребу високих металевих форм під час обробки. Половічі жорсткі гумові форми мають нижче витрати, але все ще потребують однокремих металевих інструментів і підходять лише для маленької партії виробництва.
Цикл обробки дуже короткий, і 1 до 100 частин можна обробляти за 1 хвилину. Замінити і встановити форми потребує певного часу.
Роботні витрати відносно низькі через високий рівень автоматизації. Полявання та політування значно збільшить витрати роботи.
Всі відходи можуть бути обновлені через вплив на середовище. Тримальні елементи можна виробляти за допомогою металевої технології маркування.