English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Резюме механічних процедурів обробки та оцінки цін
1[UNK] Механічні процедури обробки:
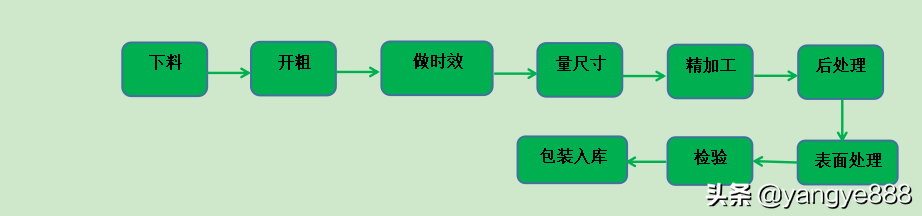
1) Вирізання: використовуйте вирізання для вирізання відповідного матеріалу на приблизний розмір частин, які потрібні для обробки. (Зазвичай залишається меж 5- 8 мм у довжині і ширині)
2) Грубе розрізання: використовуйте закриття, мильні машини, дротове розрізання та інше обладнання для обробки приблизної форми частин, які потрібні для малювання, вилучаючи більшість порожнього розміру.
3) Часовість: Часовість поділена на природну часовість і штучну часовість. Природне старіння означає дозволити робочому шматку стояти протягом 24 годин або більше, а штучне старіння означає тепле обробку робочого шматка у високотемпературній скриньці або скриньковій печі. Цілком ефективності часу є вилучення стресу і зменшення деформування робочої частини під час точного обрізання.
4) Розміри виміру: Після завершення процесу старіння робоча частина матиме певний рівень деформування і її виміряти, щоб визначити залишену кількість.
5) Точні машини: Прямо слідуйте за вимірами, які потрібні для малювання для виконання точних машин, щоб відповідати вимірам робочої частини, які потрібні для малювання. Для робочих шматочків з високою точністю потреби, півточні процеси машинації будуть організовані, як необхідно, перед точністю машинації.
6) Посля обробки: цей процес буде вставлено до попереднього процесу відповідно до різних типів частин.
1. Фіттер: включаючи швидкування, випивання, запис, виправлення, бурювання, гілки, вибурювання, змішування і вибурювання робочих шматків.
2. Машина розтягування: Якщо для зовнішнього кола, внутрішньої діри, кінцевої обличчя і т. д. робочого шматка потрібна висока точність, потрібно залишити меж після точного процесу розтягування і використовувати машину розтягування.
3. нудна машина: для дір з високими потребами для розміру, форми і точності позиції використовуйте нудна машину для машинації.
4. Виявлення помилок: для стандартних скрутових частин і швартованих частин потрібно виявити помилку поверхні, щоб забезпечити силу робочої частини.
7) Після завершення обробки робочої частини, на поверхню робочої частини слід застосувати обробки, зокрема звичайну окиснення, анодизацію пульсу, жорстку окиснення, пасивацію, пісковий вибух, малювання тощо, щоб досягти ефекту сприйняття естетики та окиснення.
8) Інспекція: необхідно перевірити робочу частину, що обробляється на поверхні, включаючи різні виміри, кольори та іншу ключову інформацію, щоб забезпечити відповідність вимогам малювання.
9) Пакування і зберігання: Пакування кваліфікованих робочих частин і зберігання їх разом з сертифікатами конформісті, звітами про перевірку та іншими документами.
2[UNK] Зміст цитуації для машинних робочих шматків
1) Матеріали: Обчислити матеріальні витрати на основі щільності та ціни матеріалів, потрібних для різних робочих частин. \ 65288ρ=m/ v\ 65289;
2) Робочні години: основно, включаючи ручні робочі години і години обробки обладнання, ціна обчислюється на основі годинної плати та годинної плати для персоналу, помножених на час роботи програми. (Програма)
3) Заплата за обробку поверхні: Обчислити ціну на основі різних процесів обробки поверхні, які потрібні для малювання робочої частини.
4) Прибуток: На основі операції та масштабу компанії обчислити квитацію прибутку пропорційно на основі попередньої ціни.
5) Податок: Обчислити податки на основі формату фактурування і даночних точок, які потребують країни.
6) Transportation: Corresponding fees will be charged based on different transport methods. (Приклади: повітряний товар, логістика, експортний доставка тощо.)
3[UNK] Процес робочих годин
Час потрібний для завершення процесу, процесу годин=годин підготовки+базовий час
Час підготовки означає час, який займаються працівниками, щоб знайомитися з документами процесу, збирати порожні, встановити пристрої, налаштувати машинні інструменти, вирівнювати нульові позиції і десамблювати пристрої.
Основний час - це час, який потрібен для обробки програми процесу.
4[UNK] Метод оцінки витрат квотування (цей метод застосовується до масових вироблених продуктів для посилання)
Опрацювання витрат=(матеріальна витрата+витрата за обробку) * 1, 2~1, 5 (включаючи витрату за керування, вибірку і маленькі партнерні фактори * 3~5)
Матеріальні витрати=вага (щільність * об’ єм) * ціна одиниці (юан/кілограм)
Заплата за обробку=години процесу * ціна одиниці (юан/година)
Загальні ціни алюмінію і сталі:
7075T6: Род і плитка
Мала завода: близько 38 юанів/кілограм
Військовий стандарт підприємства: 96-100 юанів/кілограм
1. Індустрія алюміну Dongqing:
Національний стандарт: 45-48 юанів/кілограм
Національний військовий стандарт: 78-80 юанів/кілограм
2. Південно-західна індустрія алюміну:
Національний стандарт: 52-60 юанів/кілограм
Національний військовий стандарт: 100+юанів/кілограм
2A12T4: Род, плитка
1. Індустрія алюміну Dongqing:
Національний стандарт: 40-45 юанів/кілограм
Національний військовий стандарт: 70-75 юанів/кілограм
2. Південно-західна індустрія алюміну:
Національний стандарт: 52-60 юанів/кілограм
Національний військовий стандарт: 100+юанів/кілограм
7075 труб: приблизно 75-80 юанів/кілограм; (Потрібна налаштування, мінімальний порядок 300 кілограмів)
Трубки 2A12 дорожчі за 10-20 юанів/кілограм за бари та плитки
6061 стрілок і плиток: близько 30 юанів/кілограм
6063 стрілок і плиток: приблизно 24-28 юанів/кілограм
7075 T7351/T7451: Приблизно 80 юанів/кілограм
7050: Приблизно 85 юанів/кілограм
Стілний матеріал:
45 #, Q235: Поточна середня ціна приблизно 7,5 юанів/кілограм.
304 стрілок і дошки: близько 30 юанів/кілограм. Приблизно 20 юанів/кілограм за попередні роки
05cr17ni4: Національний стандарт: близько 55 юанів/кілограм; Національний військовий стандарт: близько 120 юанів/кілограм
30CrMnsiA: Національний стандарт: близько 35 юанів/кілограм; Національний військовий стандарт: близько 80 юанів/кілограм
1cr18ni9:26 юан/кілограм або близько
Пом (чорний, незапалковий ретардент): близько 15/КГ
Браз: близько 60/kg
6[UNK] Цитування для звичайно використаного опрему обробки:
1) Зазвичай: 35-45 юанів/годину
2) КНК: близько 80 юанів/годину
3) центр машинації з 3 осями: близько 60-120 юанів на годину;
4) Центр машини з 4 осями: близько 150 юанів на годину; Пакетна ціна 120 юанів/годину
5) Центр машинації з 5 вісів: 300- 500 юанів за годину
6) Механізм: 60 юанів/годину
7) Мілювач: 60 юанів/годину
8) Спаркова машина: 80~150 юанів/годину
9) Повільний ходячий шовк: 60-150 юанів/годину
10) Фіттер: 80/годину
7[UNK] Спільні ціни лікування поверхні:
1) Бен, біла окиснення: близько 3 юанів/дециметр квадрат
2) Оксидація чорного: приблизно 4 юан/дециметр квадрат
3) Анодизація жорстокої сульфурної кислоти: приблизно 5 юанів/дециметр квадрат
4) Пасивітація: приблизно 5 юанів/дециметр квадрат
5) Анодизація пульсу: приблизно 7,5 юану/дециметр квадрат; За шматком: малі елементи 5-10 юанів/шматок
6) Пісячний вибух: приблизно 1 юан/дециметр квадрат
7) Малюнка з спрею: звичайна малюнка з спрею (без польосування або гребання пальця): близько 1 юан/дециметр квадрат
Звичайна картина процесу: 3-3,5 юану/дециметр квадрат
8) Нікельна пластина (хімічна): 1,2 юан/дециметр квадрат
9) Галванізований (білий): 2- 3 юан/ кілограм (вага робочої частини)

Модель 8[UNK] 3D дороги друку
Зазвичай заряджено на основі ваги використаних матеріалів (юан/г) (додаткові заряди можуть бути застосовані, якщо потрібні інші лікування)
Основні ціни для звичайно використаних матеріалів:
9[UNK] Швартування:
1) Швартування пальцями: основно використовується для швартування між железом і железом, для ізоляції повітря та захисту пальця можна використовувати оксидову масштабу на поверхні швартування пальця.
2) Двійне захисту захисту: використання вуглецевого диоксиду як захисту газу для захисту захисту захисту захисту з товстим шаром захисту.
3) Шварування аргонської кутки: найширше використаний метод шварування, який використовує аргонський газ як захисний газ для захисту швартової кутки. Температура швартування висока, а шар швартування тонкий і твердий. Можна використовувати для швартування сталі, алюмінію і літацій титану.
4) Лазерне захворювання: Лазерне захворювання з високою температурою, з слабкою твердістю, особливо використовується для захворювання декоративних частин.
5) Вакуумне захворювання: захворювання використовується у вакуумному середовищі, використовуючи аргонське захворювання, щоб забезпечити, що захворювання і робочий шматок ізольовані від повітря, а захворювання є надійним. Головний метод швартування титанських легенд.