

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Короткий ввод та індустріальний перегляд пластикових металів:

З розвитком автомобільського, комунікаційного, інформатичного та щодневного індустріалу виробництва апарата стало все популярнішим обробкою плитових металів, а зрозуміти обробку плитових металів стало більш необ
2. Робота ручної або механічної роботи металевих аркушів, профілів і труб у частини з певною формою, розміром і точністю називається обробкою металів аркушів; Він широко використовується для виробництва вентиляції, каналів кліматування та їх компонентів.
3. Метальні частини листів в основному зроблені з металічних листів і трубових пристроїв. Завдяки їхній легкій вазі, високій силі і жорстокісті, форма може бути випадково складною, низьким споживанням матеріалів, немає потреби механічного обробки і гладкої поверхні, вони широко використовуються у щоденному житті і промисловому виробництві, таких як барелі, басени, вентиляційні канали
4. Процес обробки металевих аркушів зазвичай стосується методів, таких як вирізання, нахилення, обертання і перевертання. Загалом кажучи, процес використання форм для завершення різноманітних процесів деформування називається металевою таблицею, а процес ручної або механічної формування металевої таблиці називається металевою обробкою таблицев.
Метальний матеріал аркуша:
1. Електролітичні таблиці: SECC (N) (таблиця резистентна на відбитки пальців), SECC (P), DX1, DX2, SECD (таблиця розтягування). Сторість матеріалу: HRB50+-5, тяжка плитка: HRB32~37
2. Холодні кольорові плитки: SPCC, SPCD (розтягування плитки), 08F, 20, 25, Q235-A, CRS. Сторість матеріалу: HRB50+-5, тяжка плитка: HRB32~37.
3. Альмінійна таблиця; AL, AL (1035), AL (6063), AL (5052) тощо.
4. Таблиці безсорожньої сталі: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti тощо.
5. Інші звичайно використані матеріали включають: чисті медні плитки (T1, T2), гарячі валізані плитки, плитки з пружиної сталі, плитки з алюмініумом зінком, профілі з алюмініумом тощо.
Sheet Metal Processing technology:
Технології обробки металу на плитах можна по суті поділити на: позначення, розрізання, складання, обертання (нахилення), нахилення, гризання або швартування, виробництво flange і процеси встановлення flange. За допомогою цього розділу входять процеси, зокрема позначення, обертання, складання, гризання і нахилення.
\ 652888; 1\ 65289; Малювати рядок
1. Більшість металевих частин плоских металевих плосків зроблено з плоских металевих плосків, отже, необхідно малювати справжні виміри поверхні металевих частин плоских плосків у плоский формі на металевій плосці, що називається розпл
2. Згідно з відкритими властивостями поверхні складових частин, існують два типи: розширені поверхні і нерозширені поверхні.
3. поверхня компонента може бути повністю плоскою на плоскої поверхні без розривування або розривування, і цей тип поверхні називається розташованою поверхнею. Літаки, циліндри та кони належать розташованим поверхням. Якщо поверхня частини не може бути природно площеною і розповсюдженою на площеній поверхні, вона називається невідкритою поверхнею, наприклад, поверхню сфери, коло і гелікальною поверхнею, яку можна відкрити лише приблизно.
\ 65288; 2\ 65289amountin units (real)
1. Вирізання: Вирізання — це процес перерізання матеріалів у бажану форму, відповідно до розгортання. Існує багато методів для різки матеріалів, які можна поділити на різки, удар і лазерне різки, відповідно до типу і робочого принципу машинного інструменту.
1.1 Вирізання — Використовуйте вирізання для вирізання бажаної форми. Докладність може досягти 0,2 мм або вище, особливо використовується для різки стрічки або різки чистих матеріалів.
1.2 Пункція і перерізання — для перерізання використовуйте пунктову машину CNC (NC) або звичайну пунктову машину. Обидва методи розрізки можуть досягти точності більшої ніж 0,1 мм, але перший має значки розрізки і відносно низьку ефективність під час розрізки, а останній має високу ефективність, але високу одиничну вартість, роблячи його відпові
1.2.1 Пункціонерні машини CNC використовують верхні і нижні форми для виправлення матеріалу під час порізання, а робочий стол для переходу до порізання і порізання пластичного металу, створюючи бажану форму робочого шматка. There are mainly two types of CNC punching machines: Tailifu and AMADA.
1.2.2 Регулярний пунктовий тиск використовує рух верхніх і нижніх форм, щоб вибирати потрібну форму матеріалу за допомогою криття. Зазвичай, для того, щоб вирізати потрібну форму, звичайні штовхальні машини зазвичай повинні бути збіжені з штовхальною машиною, тобто після того, як штовхальна машина вирізати стрибку з штовхальною машиною, штовхальна машина може штовхати потрібну
1.3 Лазеровий розріз — використовуючи лазеровий розріз для постійного розрізу плиту металу, щоб отримати бажану форму матеріалу. Його характеристика висока точність і здатність обробляти частини дуже складними формами, але витрати обробки відносно високі.
2. Формування:
Формування металу листів є головним методом обробки для обробки металу листів. Формування можна поділити на два типи: ручне формування та машинне формування. Ручну формування часто використовується як додаткова робота або завершення роботи, і рідко використовується. Однак, під час обробки деяких матеріалів з складними формами або схильними до деформування, ручне формування все ще необхідно. Рукове формування завершується за допомогою простих пристроїв і штуків. У основному використовуються такі методи: нахилення, край, вирізання, арковування, захилення і формування.
Ми особливо обговорюємо формування машин тут: формування нахилу, формування печаток.
2.1 Формування нахилу — Розділяйте верхні і нижні форми окремо на верхніх і нижніх робочих ланцюгах складного ліжка, використовуйте серву-мотори для передачі і руху відносного руху робочих ланцюгах, а також об'єднуйте форми верхніх і нижніх форм, щоб досягти формування нахи The forming accuracy of bending can reach 0.1mm.
2.2 Формування стовпчиків — використовуючи потужність, створену моторним літником для керування верхньою формою, поєднану з відносною формою верхніх і нижніх форм, пластиковий метал деформується, щоб досягти обробки і формування частин. Докладність формування маркування може досягти більше 0,1 мм. Пункційні машини можна розділити на звичайні пункційні машини та швидкісні пункційні машини.
3. З’ єднання металевих листів
Вентиляційні канали та компоненти, зроблені з металічних аркушів, можна з’ єднати за допомогою методів, таких як зв’ язок з кисненням, зв’ язок з ривою, швердження тощо. За допомогою цього розділу переважно встановлено зв’ язки з кусок.
Полити і кусити краї двох шматків пластикового металу (або обидвох сторін шматка матеріалу) разом і потужно натиснути їх один проти одного. Цей метод з’ єднання називається кусом. З’ єднання з металом листів є процесом з’ єднання різних частин одним з одним певним способом, щоб отримати бажаний продукт. З’ єднання з металом листів можна розділити на звертання, річення, з’ єднання з нитками тощо.
\ 65288; 1\ 65289Biteconnection
1. Типи кусів
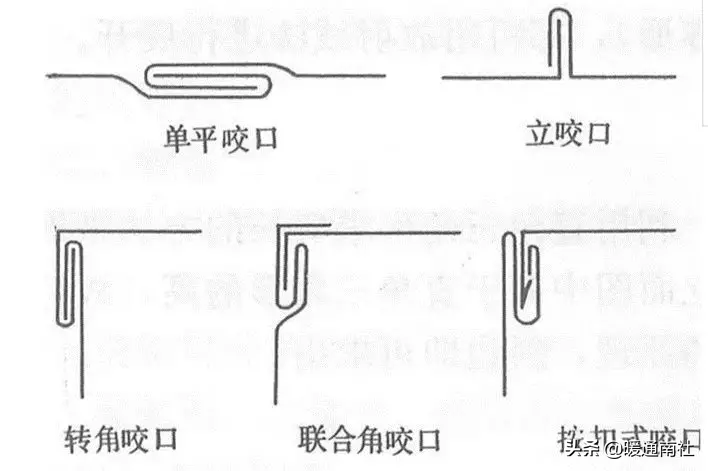
Стиль кусування куток і запасу
2. Програма Bite
Розноманітні типи кусів використовуються основно в таких областях:
(1) Один плоский кус використовується для розбиття шарів дошки, довжинних шарів закриття кантів або компонентів.
(2) Один кус використовується для круглих нахилів, нахилів назад і вперед і горизонтальних схилів повітряних каналів.
(3) Гризання куток, гризання спільного кута та гризання на гризанні використовуються для довготовного закриття сполучень і прямокутних локців прямокутних кантів або компонентів, а також для кутових сполучень тей.
\ 65288; 2\ 65289amountin units (real)
Ширина кусу залежить від товщини пристроїв трубки, як показано у таблиці 8-1.
Розмір виміру куса пов'язано з шириною куса, перекріпленнями шарів і використаною машиною.
2. Для одного плоского кусу, одного вертикального кусу і кутового кусу кількість, що залишається на одній дошкі, дорівнює ширині кусу, а кількість, що залишається на іншій дошкі, дорівнює двічі ширині кусу. Тому залишення кусу дорівнює тричі ширині кусу.
3. Щоб вкусити спільний кут, залиште кількість рівну ширині вкусу на одній дошкі і три рази ширині вкусу на іншій дошкі, що призведе до загального збереження чотирьох разів ширини вкусу.
4. Під час необхідних обох сторін дошки слід залишити призначення для кусання.
Бити можна робити вручну або механічно.
1. Ручне биття
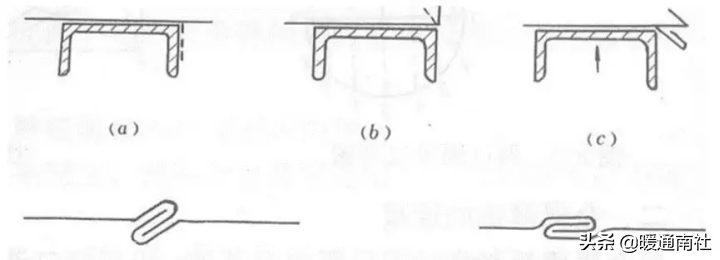
Ручний бітовий процес:
(1) Процес обробки одного плоского кусу (як показано на нижче зображеній картині) включає розташування плитки з вперед намальованими лініями нахилення на сталі каналу, вирівнювання ліній нахилення на краї сталі каналу.
(1) Гризні машини включають лінійні гризні машини та лактичні гризні машини, які можуть завершити формування гризу квадратних, прямокутних, круглих труб, лактиків, тей і труб з змінним діаметром. Форма гризу точна, поверхня плоска, розмір дорівнює, продуктивність висока. Вони широко використовуються для обробки кондиціонування повітря і
(2) Процес обрізання механічного обрізання - передача металічного листа через декілька пар обертаючих кольорів з різними формами групи, поступово змінюючи криву краю листа від малого до великого, і поступово формуючи його.
Під час роботи круглих повітряних кантів з металу на плитах необхідно обернути і нахилити металь на плитах. Під час створення прямокутних кантів необхідно складати плит металевого квадрату.
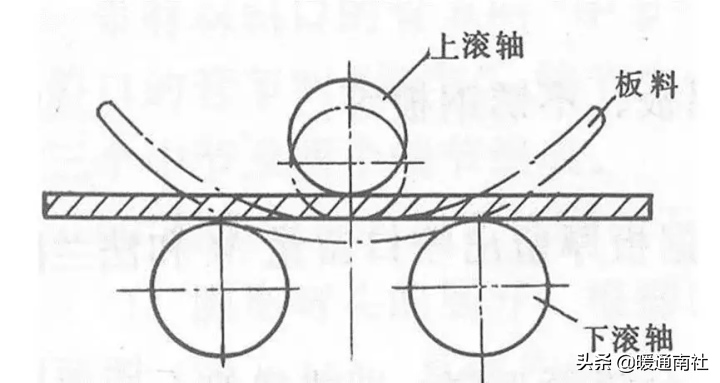
Метод нахилення плиту металу через обертаючий роль називається обертаючим, також відомим як обертаючим.
1. Основний принцип: Основний принцип обертання і нахилення буде показано у фігурі. Металь плитки розташовано на нижньому кольорі, а відстань між верхніми і нижніми кольорами можна налаштувати. Коли відстань менша за товщину металу плиту, металь плиту нахиляється, що називається нахиленням стискання. Якщо пластик постійно ковтається, метал формує гладку криву у діапазоні, до якого він ковтається (але дві кінці пластика металу все ще прямо через нездатність ковтатися, і його слід вилучити під час формування частини). Отже, суть обертання є постійним нахиленням.
3.1 Шварування можна поділити на: Шварування CO2, Шварування Ar, Шварування відпору тощо
3.1.1 Принцип обробки швартування CO2: використовуйте захисний газ (CO2) для механічного ізолювання повітря і розталеного металу, запобігання оксидірання та нітридірання розталеного металу. Він використовується основно для швартування железних матеріалів. Карактеристики: цврсто з’ єднання і добре зафіксовані мож Виробництво захворювання CO2 переважно розділяється на роботові машини захворювання CO2 та ручні машини захворювання CO2.
3.1.2 Заверджання аркових вуглець використовується особливо для завердження алюмінію і матеріалів з нервозної сталі, принцип обробки і переваги та недоліки є однаковими як і CO2, а обладнання також поділено на роботовий заверджання і ручне заверджання.
3.1.3 Працюючий принцип захворювання противності: використовуючи тепло противності, створене потоком, який проходить через шматок захворювання, шматок захворювання розташовано і загревано, щоб з'єднати шматки захворювання Організація переважно включає серії Songxing, серії Qilong тощо.
3.2 Вирівнювання можна поділити на: прирівнювання прирівнювання тиску, прирівнювання прирівнювання тощо. Загальні об'єкти для розривування включають розривування машин, розривування зброї та розривування зброї POP.
3.2.1 Розширення з’ єднання - це процес натискання кругів і орешів на робочий шматок, щоб вони могли бути з’ єднані з іншими частинами через гілки.
3.2.2 З'єднання з рівниками є використанням рівників для об'єднання і об'єднання двох компонентів.
Зробка поверхні:
Декоративний і захисний ефект обробки поверхні на поверхні продуктів розпізнаються багатьма індустріями. У металічній індустрії пластиків способи обробки поверхні, які зазвичай використовуються, включають електропластину, спрейсування та інші способи обробки поверхні.
1. Електроплатація розділена на: галбанізацію (кольоровий цинг, білий цинг, синій цинг, чорний цинг), нікелову платацію, хромову платацію тощо;
Головною функцією є формувати захисний шар на поверхні матеріалу, який грає захисний і декоративний роль;
2. Малюнка з спрею розділена на два типи: малюнка з спрею і спрею. Після попереднього обробки матеріалу поверхня робочої частини буде спреєровано пістолетом з спреєром і газом, що формує поверхню робочої частини. Після сушення вона грає захисний роль;
Ручна трубка обхилення
У виробництві необхідних обладнань або маленьких шматків виробництва маленької партії кількість обхідних обладнань є маленькою, роблячи неекономічним виробництво обхідних обладнань. У цьому випадку використовується ручне обхідн Головними процесами ручного нахилення є заповнення піску, позначення, теплення і нахилення.
Під час ручного нахилення труб піском використовуються такі головні методи, щоб запобігти деформуванню сталічної трубної частини: заповнення трубної частини заповнювачами (наприклад, кварцовий пісок, розін та легенди з низької точки топлення). Для більших сталевих труб з діаметром зазвичай використовується пісок. Перш ніж заповнювати пісок, прив’ язати один кінець сталевої трубки конічним деревим запром. На деревим запромі є діра виходу повітря, яка дозволяє вітру всередині трубки вільно випускати під час грівання і розширення. Після заповнення пісоку також прив’ язати інший кінець трубки деревим запром. Пісок, завантажений в сталеву трубку, повинен бути чистий, сухий і тесний.
Для сталевих труб з більшими діаметрами, коли не є зручно використовувати деревні трубки, можна використовувати сталеві трубки.
\ 65288; 2\ 65289; Малювати лінію для визначення довжини теплення сталічної трубки
Загрівання можна використовувати за допомогою вугілля, кока, вугілля або важкої нафти як палива. Загрівання повинно бути повільним і однаковим, а температура грівання для звичайної сталі вуглецю зазвичай близько 1050. Холодне обхилення використовується для труб з нерухомою сталею та легованою сталею.
\ 652888; 4\ 652899; Кинутий та загреваний сталевий труб можна нахилити на ручний пристрій нахилення.
Головна трубка обхилення
Основна нахилена трубка — це тип трубки, яка нахилена назад вздовж форми, використовуючи основний шафт на трубковій нахильній машині. Функцією основного шаху є запобігти деформуванню перетину під час нахилення трубки. Форми ядрових шахтів включають округлу голову, нахилену голову, форму ложки, одночасний суб'єкт, універсальний суб'єкт і гнучкий шахт.
Якість вигнутої трубки ядра залежить від форми, розміру і розташування шаху ядра, що розширюється у трубку.
Безсутня трубка обхилення
Безядерна трубка навхилення — це метод контролювання деформування сталевої трубки за допомогою методу зворотної деформування на нахильній машині. Вона призведе до того, щоб певну кількість зворотної деформування було застосовано до сталевої трубки перед входом до зони деформування навхилення, так що зовнішня сторона сталевої трубки протягнулася вгору, щоб відрівнювати або зменшити деформування сталевої трубки
Безсутні нахилені трубки широко використовуються. Коли радіус нахилення сталевої трубки більший за 1,5 разу більший за діаметр трубки, зазвичай використовуються безядрові нахилення. Основні нахилені трубки використовуються тільки для сталевих труб з більшими діаметрами і тонкішою товщиною стін.
Крім того, існують методи нахилення труб, такі як нахилення верхнього тиску, нахилення середньої частоти, нахилення пламену і нахилення екструзії.
Стілова трубка
Існують два типи сталічних труб: безпроміжні сталічні труби і швартовані сталічні труби.
\ 652888; 1\ 65289amountin units (real)
Бездорожні сталеві труби розділяються на гарячі труби, холодно тягнуті труби, екструкційні труби тощо. Згідно з формою перетину, існують два типи: круглі і нерегулярні. Нерегулярні сталеві трубки включають квадратні, овальні, трикутні, зіркові тощо. Згідно з різними метами, існують товсті стінні та тонкі стінні трубки, а тонкі стінні трубки зазвичай використовуються для металевих частин плитів.
\ 65288; 2\ 65289amount in units (real)
Перша називається білою железною трубкою, а друга називається чорною железною трубкою.
Специфікації сталевих труб виразаються у метричній системі як зовнішній діаметр і товщина стін, а в імперіальній системі як внутрішній діаметр (дюйми).
Метод позначення розміру для сталевих труб: зовнішній діаметр, товщина стіни і довжина, наприклад, труб D60106000
Метод з’ єднання металевих частин плитів:
Метальні частини листів складаються з багатьох компонентів, які повинні бути з'єднані певним чином, щоб створити повний продукт. Зазвичай використані методи з’ єднання включають шверджання, річення, зв’ язок з нитками і розширення суб’ єднання. З'єднання між сталевими трубами також використовуються вище наведені методи. Що стосується захворювання, обертання та зв'язків з нитками
Розширення — це спосіб з’ єднання, який використовує деформування сталічних труб і трубових плиток для досягнення закриття і закриття. Він може використовувати механічні, вибухові і гідроулічні методи для розширення діаметра сталічної трубки, призводивши до пластичної деформування сталічної трубки і еластичної деформування стіни трубної плитки. За допомогою відступу стіни трубної трубної плитки для застосування радіального тиску на сталічну трубку, суб’ єднання між сталічною трубною та трубною плиткою має достатньу силу розширення (тягуюч Однак вона повинна мати добру силу закриття (отпор тиску), щоб забезпечити, що середовище всередині обладнання не проникне з судини під робочим тиском.










