

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

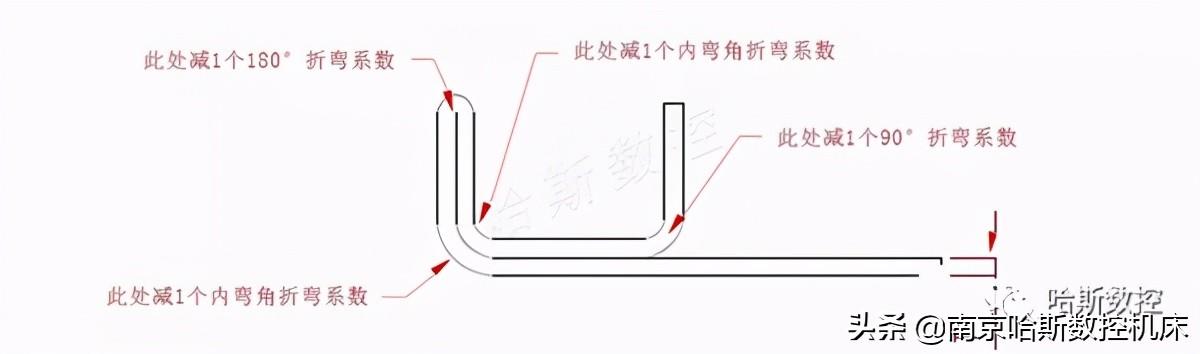
Процес обробки металів холодних робочих аркушів є процесом обробки, формування, з’ єднання та інших процесів навколо сурових матеріалів, зокрема аркушів, профілів і труб. Він має власні характеристики обробки і можливості, отже формуючи власний унікальний вміст
Специфічний робочий вміст обробки металу на плитах пов’ язаний з структурою і складністю компонентів металу на плитах. Загалом кажучи, його робочий вміст і кроки зокрема включають такі:
Розуміння малюнків металевих частин листів є передбаченням для обробки металевих листів. Тольки розумінням малюнків частин ми можемо далі аналізувати і вияснити структуру частин, розуміння форми, композиції, вимірів і відповідних технічних вимог компонентів і продовжувати наст Малюнки з металевих частин листів є не тільки основою для обробки, але й основою для перевірки продуктів, і є важливими технічними документами у виробництві.
На ососососососососососососососососососососрозрозрозрозрозрозрозрозрозрозмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалмалабо шаблон перевірки всіх частин або частин частин, точно намальованих у співвідношенні 1:1, потрібному у процесі виробництва продукту. Нерозкладання та розкладка є першим процесом обробки металу листів, і, по суті, це також один з робочих вмістів формуляції специфікацій процесу (документи обробки, які вказують процес виробництва і методи праці компонентів металу листів).
Підготовка специфікацій процесу належить до підготовки технологій виробництва металевих компонентів, які зазвичай завершуються інженерським та технічним персоналом. Однак, у різних індустріях та підприємствах різних масштабів підготовка специфікацій процесу може трохи змінюватися залежно від складності компонентів, або можуть існувати ситуації, коли техніки холодного пластика металу або старші робітники холодного пластика метал Зазвичай, звичайні робітники з металу на холодному аркуші повинні завершити завдання лише позначення (позначення) нерозташованої діаграми розкладки оброблених компонентів, створення вибіркових лоток, шаблонів тощо, на основі відповідних технічних документів, наприклад, нерозташованих ді
ПанорамаName
3. Виробництво і обробка: На основі відповідних документів технологій обробки металів лісток використовуються різні обладнання та інструменти обробки металів лісток, а також різні методи обробки (зокрема тепло обробка, обробка поверхні тощо) для виробництва продукті
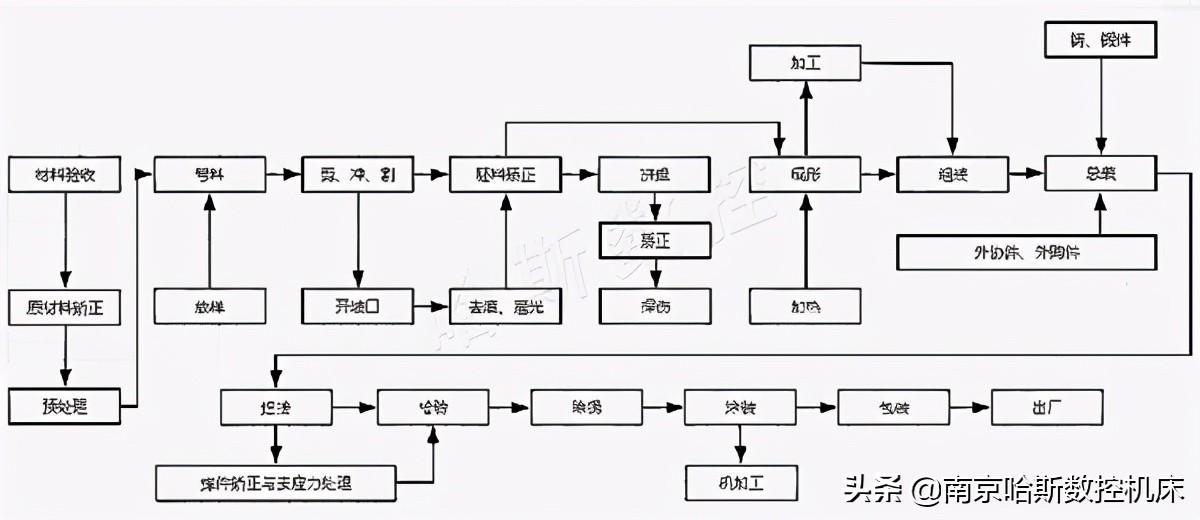
Зазвичай, процес виробництва обробки металу на плитах зокрема включає процеси підготовки матеріалу, розкладу, обробки, збирання, з’ єднання, виправлення та перевірки. Підготовка матеріалу в основному стосується приготовки сурових матеріалів і порожніх компонентів, включаючи обчислення якості сталі, рівняння і спрямування. Коли розмір рахунку більший за потрібні специфікації сурової матеріали, також необхідно розділити, а робота підготовки матеріалу включає позначення, розрізання і з'єднання. Налаштування — малювати діаграму компонування на основі механічного малювання продукту, щоб визначити фактичну форму і розмір частин або продуктів, щоб зробити вибір і використовувати вибір для малювання рядків обробки, різних рядків розташування тощо (тобто позначення) на сурових матеріалах (або порожніх). Різання — це процес відокремлення частин або порожніх частин від сурових матеріалів за допомогою методів, наприклад, обрізання, удару або порізання газу, заснованих на формі лінії, намальованій під час позначення. Згідно з різними вимогами частин, деякі порожні частини все ще повинні перейти на печатки і інші методи через форми, перш ніж вони можуть бути оброблені і формувані. Під час формування він може бути поділений на формування нахилу і натискання формування відповідно до різних властивостей, а далі поділений на холодне робоче формування і гаряче тискання формування відповідно до різних температур під час формування.
З'єднанням та з'єднанням сталічних структур можна включити збирання різних сталічних структурних компонентів у частини або продукти, а також з'єднання їх в цілому за допомогою швартування, обертання, зв'язків з'єднання Всі процеси збирання сталевих структур повинні проводити точні та строгі перевірки якості, щоб запобігти будь-якому впливу на якість продукту, спричиненому неквалифікованими матеріалами, неправильними специфікаціями процесу або частинами або компонентами, які не відповіда
Коли деформування знаходиться у частинах, компонентах і продуктах під час перевірки, зазвичай виконуються певні корективні роботи, що також є важливою характеристикою технології виробництва сталічної структури.
Нарешті, щоб покращити антикорозійну, одягненну, декоративну і іншу функцію поверхні компонента, компоненти, які завершили виробництво і обробку, часто повинні перейти до наступного обробки поверхні (особливо електроплатації, малювання тощо). Щоб забезпечити якість кожного кроку обробки та завершеного продукту компонентів, також слід виконати строгі системи перевірки (включаючи самостійну перевірку самого процесора та спеціалізовану перевірку відданих інспекторів).
Пропропропропропропропропропропропропрообробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробробряк показано нижче на діаграмі потоку.
 Діаграма процесу
Діаграма процесу
Процес - це важливий технічний документ, який підтримує весь процес обробки компонентів, організує і керує виробництвом і обробкою. Для обробки частин, які не завершуються в одній робочій роботі або навіть в одній заводі, це також важлива основа для потоку процесів, поділу роботи і співпраці, взаємозв'язку та співпраці між різними робочими роботами.
Оскільки потік процесу є цілим шляхом, вказаним для кожного компонента компонента з сурових матеріалів до завершення всього компонента, він також відомий як шлях процесу.
Специфікація процесу для обробки металу на аркуші визначає потік обробки частин, а специфічний вміст обробки керується і керується специфікацією процесу.
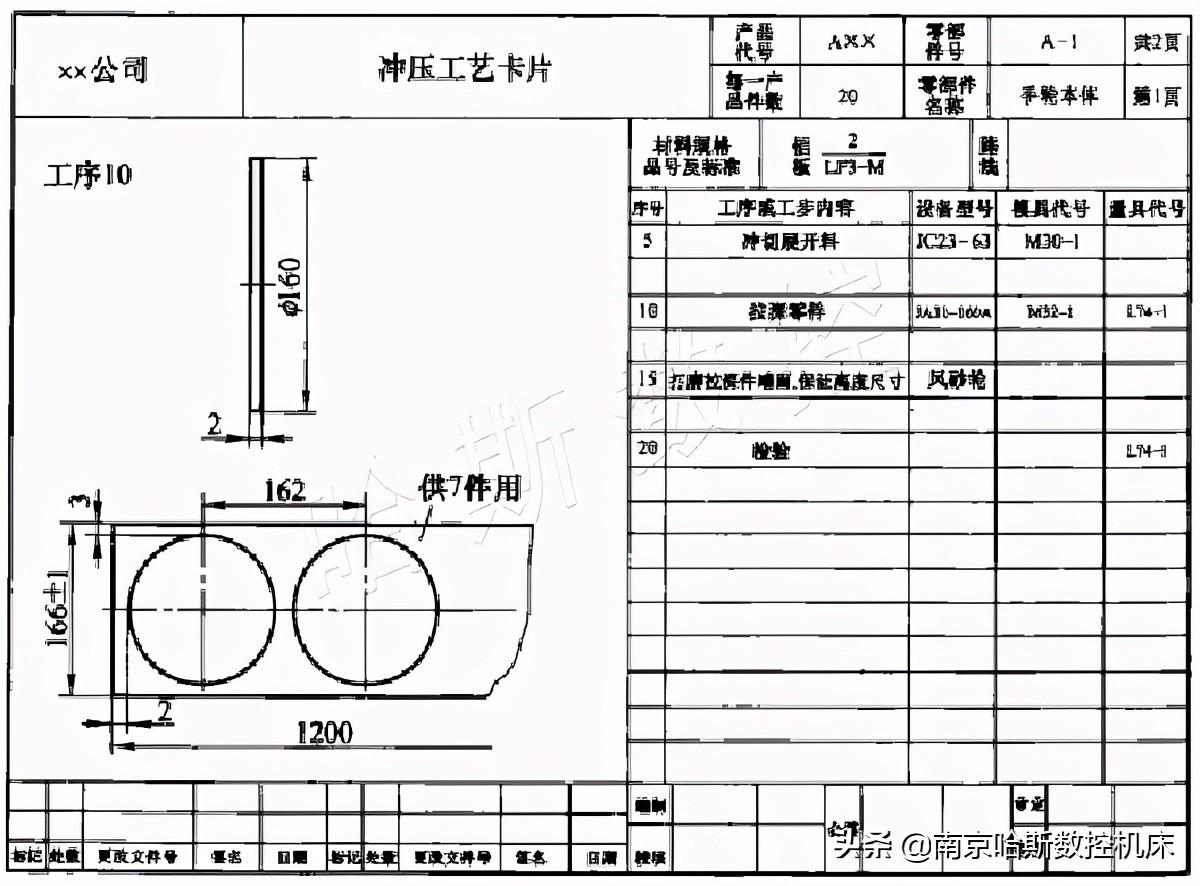
Специфікація процесу — це технічний документ, який керує процесом виробництва частин. Він обрано техніками процесу, заснованими на потребах малювання продуктів, характеристиках робочої частини, партії виробництва, існуючих обладнаннях та можливостях виробництва підприємства. Після обережного повно У технічному документі вказано порожнє, що використовується для частини, її методу обробки і специфічні виміри обробки; Природа, кількість, послідовність і якості потреб кожного процесу; Моделі і специфікації пристрою, які використовуються у кожному процесі; Форма інструментів обробки (наприклад, допомогових інструментів, інструментів різки, форм тощо), які використовуються у кожному процесі; Кожного процесу потребують якості і методи перевірки. Загалом кажучи, для великого та складного металевого структурного компонента, роботи з металевими аркушами часто вимагають співпраці професійних працівників, таких як швейдери і оператори кранів. Для металевих аркушах, які переробляються безпосередньо за допомогою технік обробки тиску (таких як тиски Для технологій обробки, яка використовує захворювання для збирання компонентів, це часто називається технологією захворювання, а для процесу збирання, який вимагає механічного обробку і захворювання, річення та інших технологій обробки, це безпосередньо називається техн
Нам слід зауважити, що специфікації процесу не фіксовані і потрібно постійно покращувати і досконалювати у практиці виробництва. Їхня раціональність відрізняється від різних підприємств, умов виробництва і навіть технічного рівня різних Однак загальним принципом є те, що підготовка процесів повинна забезпечити прогресивність технологій, можливість процесу та раціональність економіки, під час збереження хороших робочих умов.
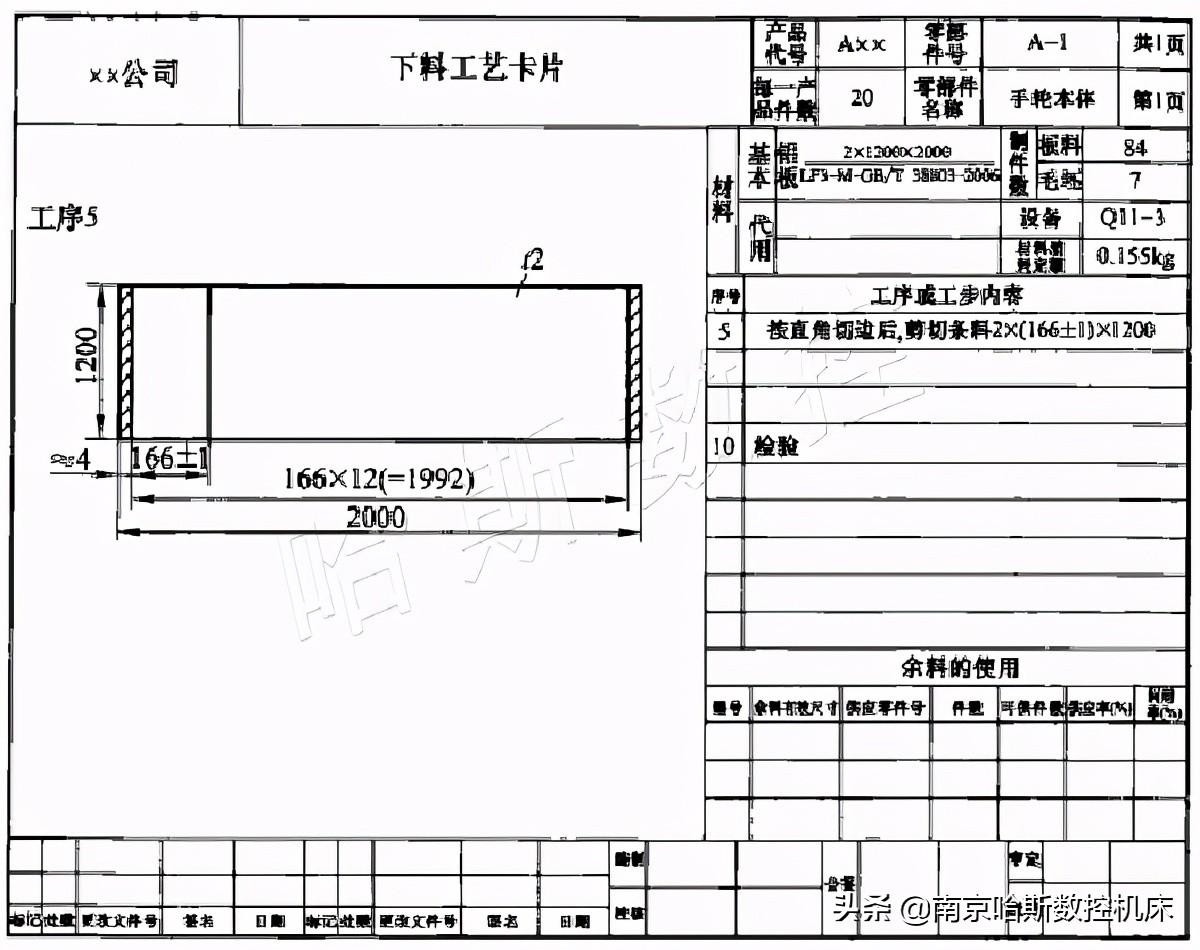
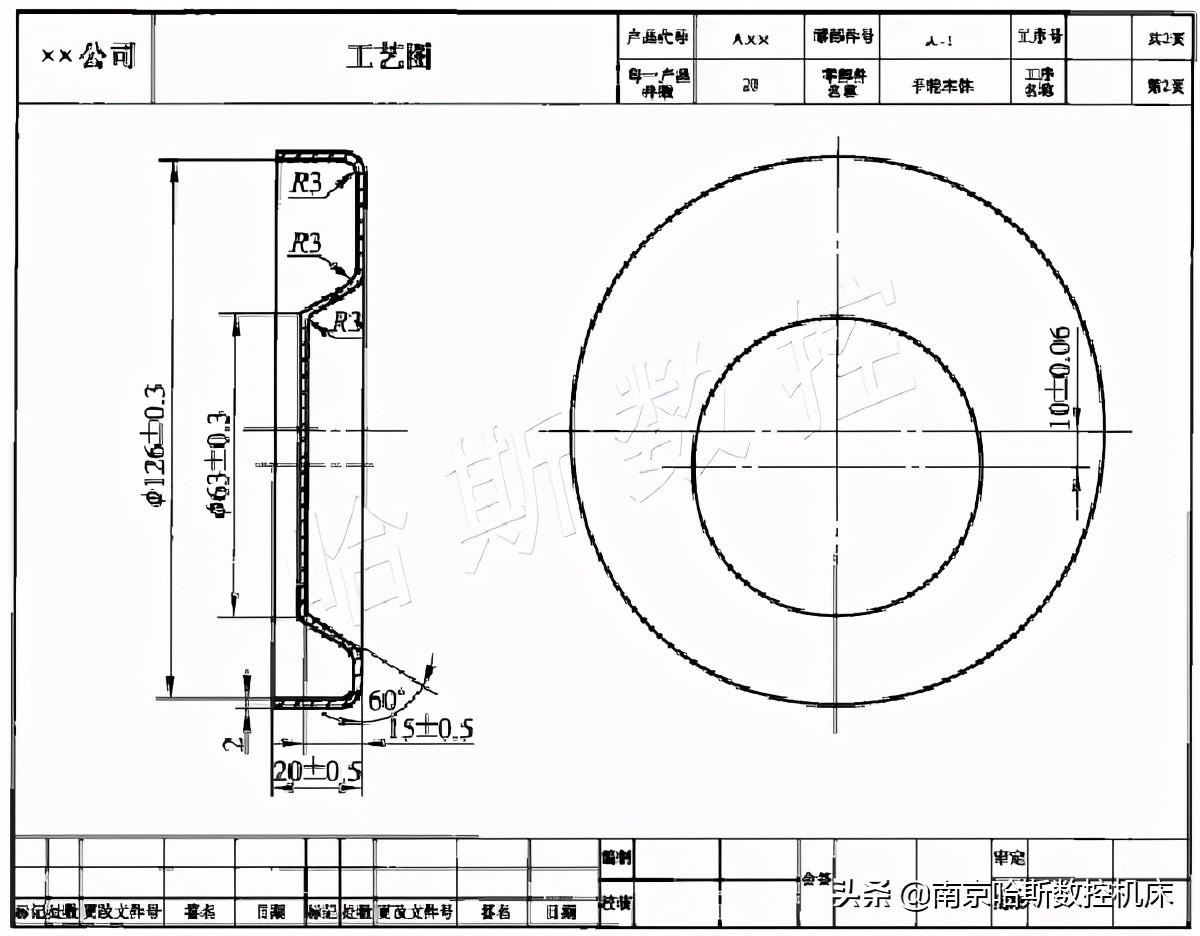
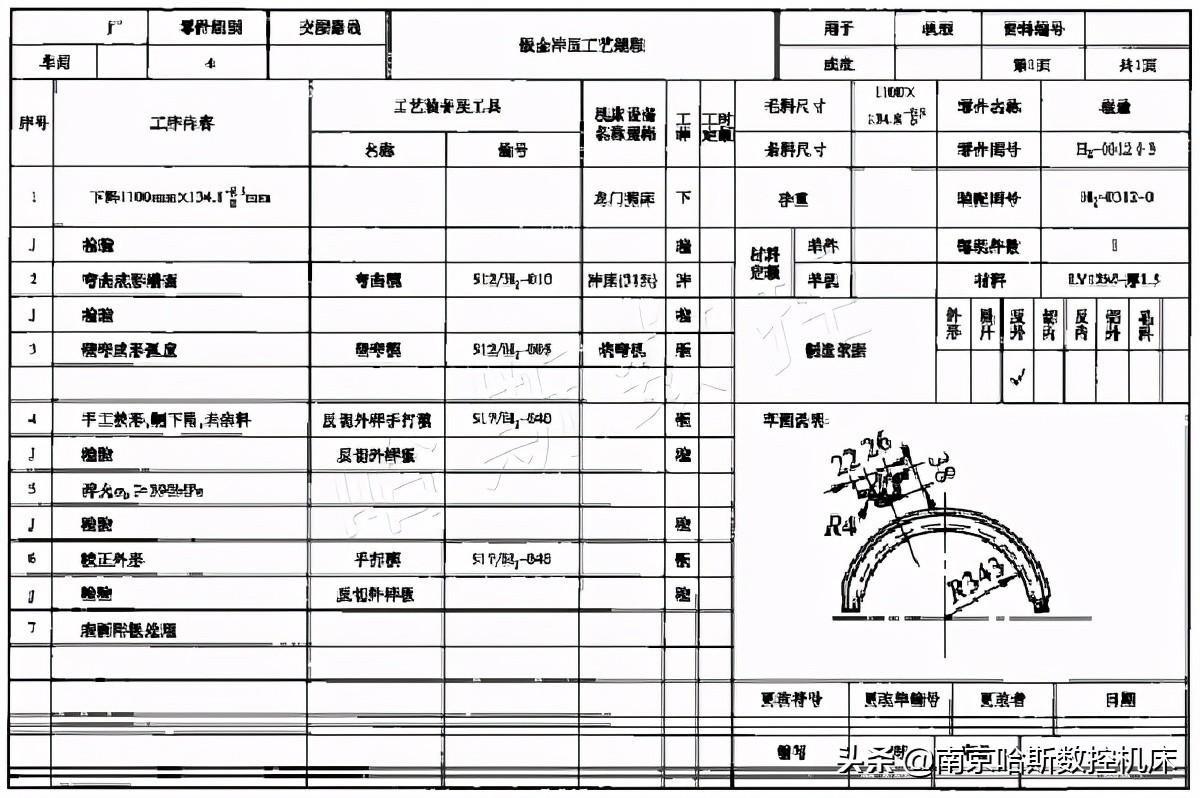
Як показано у діаграмі процесу, частина є ручним колесом певного производу підприємства, зробленим з 2мм товщини LF3- M (5A03). Парта виробництва велика, і потрібно, щоб після формування частини не було очевидного тонкування товщини матеріалу або крекування після перевірки. Картка процесу вирізання і вирізання на зображенні є процесом вирізання і вирізання. Оскільки частини завершуються в основному за допомогою натискальної машини з відповідними формами, наступне обробка називається обробкою печаток. Картка процесу вирізання і діаграма процесу на зображен
Причиною реалізації керування кодом для форм і інструментів вимірювання (вимірювачі, вибірки) у карті процесу є спрощення виробництва та технічного керування потребами форм і інструментів вимірювання. Крім того, для потреб виробництва та технічного керування деякі підприємства зазвичай організують розріз печаток частин і інших матеріалів як незалежну робочу роботу, а їх підручники операції обробки печаток також називаються колективними картами. Деякі компанії, засновані на своїх власних характеристиках, можуть інтегрувати розріз печаткових частин з печатковою роботою, і в цьому випадку картку і печаткову картку можна також об'єднати в одну.
 картка обрізання
картка обрізання
 Картка процесу зіткнення
Картка процесу зіткнення
 Діаграма процесу
Діаграма процесу
 Sheet Metal Stamping Process Specification
Sheet Metal Stamping Process Specification
Загалом кажучи, коли йдеться про технологію обробки всіх металевих частин листів, її часто не завершує одна робоча робота з розрізками і печатами. Багато частин також може бути переплутано з механічним обробком, теплим обробком, поверхневим обробком тощо. Кросовий робочий стоп і інструмент керує відповідними специфікаціями процесу. Однак, у різних індустріях, через різниці у виробниц Специфікація процесу маркування металів на плитах є специфікацією процесу маркування рамки (зробленої з 1,5 мм LF12M матеріалу) на певному продукті компанії.










