

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

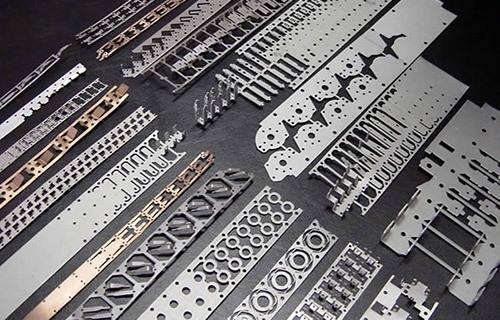
Технологія відбиття — це метод обробки, який застосовує зовнішню силу на порожню через форму для виробництва пластичної деформування або відділення, отже отримуючи певний розмір, форму і ефективність робочого шматка. Діапазон застосування технологій маркування дуже широкий, що може обробляти металеві листи, смужки та різні неметалеві матеріали. Нижче, Yida Borun Petrochemical коротко введе технічні вимоги для процесу металевого печаткування:
1[UNK] Які характеристики процесу печаткування
(1) Метод холодного печаткування можна використовувати для отримання робочих частин з складними формами, які важко обробляти за допомогою інших методів обробки, наприклад, тонких частин оболонки. Вимірна точність частин холодної печатки гарантується формою, отже вимірна стабільність і змінність є добрими.
(2) Висока швидкість використання матеріалу, легка робоча частина, добра жорстокість, висока сила і низький споживання енергії під час процесу печаткування. Тому вартість роботи є відносно низькою.
(3) Легко працювати, низька інтенсивність роботи, легко досягти механізації і автоматизації, висока продуктивність.
(4) Структура форми, використана для обробки печаток, зазвичай складна, з довгим циклом виробництва і високими витратами.
2[UNK] Основні вимоги для матеріалів печаткування
Матеріали, які використовуються для печаткування, повинні не тільки відповідати технічним вимогам дизайну продукту, але також відповідати вимогам процесу печаткування і обробки після печаткування.
(1) Потрібні результати формування маркування: Щоб спростити деформування маркування і покращити якість частин, матеріал повинен мати добру пластичність, низький співвідношення сили виробництва, напрямковий коефіцієнт великої товщини плитки, напрямковий коефіцієнт малої плитки плитки і малий співвідношення Для процесу відділення матеріалу не потрібно мати добру пластичність. Матеріали з кращою пластичністю можуть бути менше відділені.
(2) Потрібні терпінності товщини матеріалу: терпінність товщини матеріалу повинна відповідати національним стандартам. Оскільки певна відмінність між формами підходить до матеріалів з певною товщиною, тоleraнція товщини занадто велика, що не тільки безпосередньо впливає на якість частин, але може також призвести до пошкодження форм і штриху.
3[UNK] Вибір точної маслової нафти
У процесі маркування нафти відіграє ключову роль, а її чудові результати охолодження та екстремний тиск проти обладнання призвели до якісного скоку у робочому житті молодів і покращення точності робочої роботи. В залежності від матеріалу робочої частини, наголос на ефективності маркування нафти відрізняється.
(1) Силікова сталічна плитка — це матеріал, який є відносно легким ударом і різком. Загалом, для того, щоб забезпечити легкість очищення завершеного робочого шматка, використовується низька віскозність нафти за допомогою передбачення запобігання створення ударних вибухів.
(2) Під час вибору маркування нафти для плиток з сталі вуглецю, перше, на що слід звернути увагу - це віскозність розтягування нафти. Визначити оптимальну віскозність на основі складності обробки, методу застосування розтягування нафти і умов розтягування.
(3) Галванізовані сталеві плитки можуть пройти хімічними реакціями з додатками на основі хлору, отже, під час вибору нафти для маркування, слід звернути увагу на можливість білого росту, спричинене нафтою для маркування на основі хлору. Але використання нафти для маркування на основі сульфту Yidabo Run може уникнути
(4) Безсорожня сталь — це матеріал, який здатний працювати твердженням, вимагаючи використання тяжкої нафти з високою силою нафтової фільми і добрим отпором на синтерування. Загалом, для забезпечення ефективності екстремного обробки тиску використовуються маркування нафти, що містить сульфурний клорний композитний додаток, а також уникаючи проблем, зокрема вибухів і зламань на робочій частині.
4[UNK] Головний вміст і кроки розвитку технології обробки печаток
(1) Визначити тип порожнього. Тип порожніх частин має бути визначений на основі матеріалу, форми і розміру частин, а також кількості робочих частин, які слід розмістити.
(2) Визначити машинну послідовність частин. Послід визначити послідовність обробки частин на основі всіх технічних вимог, зокрема вимірної точності, грубості поверхні і теплого обробки, типу, структури і розміру порожнього.
(3) Визначити метод процесу і машинні виплати. Визначити машинні інструменти, методи приключення робочих шматочків, методи машинації, методи виміру і виміри машинації, які використовуються у кожному процесі.
5[UNK] Основні принципи розвитку технології частинного обробки
(1) Принцип приоритетування гарної базової площі. Машинація частин повинна вибрати відповідну поверхню як основу розташування на інструменті машини або пристрої. Груба поверхня, яка служить як перша база розташування процесу, називається грубою поверхню; Поверхня, яка була оброблена і використана як база розташування, називається точною базою. Головна основна поверхня має бути оброблена першим.
(2) Принцип відокремлення грубих і добрих. Для поверхні з високою точністю потреби, точність машини зазвичай повинна бути виконана після всіх грубих машин робочого шматка. Це може вилучити деформування робочої частини, спричинене приключенням сили, різком тепля і внутрішнього стресу під час грубої машини, а також є корисним для організації процесів теплого обробки; У масовому виробництві грубі і тонкі машини часто виконуються на різних машинних інструментах, що також сприяє раціональному використанню високоточних машинних інструментів.
(3) Принцип "одноразового клампінгу". Під час виробництва одного шматка і маленької партії поверхні з потребами позиційної точності повинні бути точнішими машинами в одному клампінгу, як це можна більше.

Наступні технічні вимоги для технології обробки печаток. Розумний вибір форм, сурових матеріалів робочої частини і печаток нафти є ключом для покращення якості робочої частини. Yida Borun — найбільша база виробництва нафти з високої кількості металів у Китаї. Його незалежно розроблені маркування нафтових продуктів мають надзвичайний екстремний тиск і результати проти одягу, які можуть ефективно захистити форми і продовжувати роботу опрем. Він є вказаним партнером багатьох виробників великих і середнього розміру










