

1. CNC bearbeidingsverk er ikke rengjort og det er ingen anti-oksidasjonstiltak. Under bearbeidingsprosessen kommer deler uunngåelig i kontakt med kjølevæskeoppløsning, luft og vann. Påvirket av disse faktorene produseres hvite oksidplaster på overflaten av arbeidsstykket. Vi bruker ortogonal test for å analysere innflytelsen av tre faktorer av kjølevæskeoppløsning, vann og luft på genereringen av hvite oksidplaster. Nivået er definert som henholdsvis ja og nei. 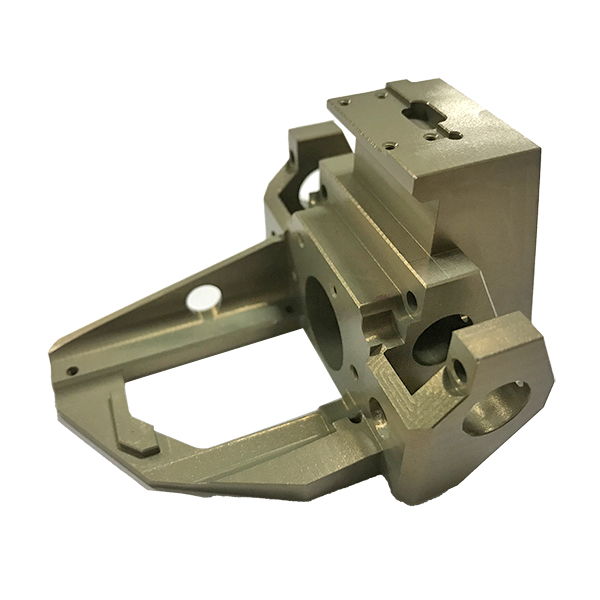 Kjølevæskeoppløsningen og vanndråper plasseres på overflaten av arbeidsstykket, og luften isoleres ved påføring av vaselin. Testtiden er 13 dager (behandlingssyklusen av delens eksterne dimensjoner er omtrent 13 dager). Resultatene viser at overflateoksidasjonskorrosjon genereres under virkning av kjølevæskeoppløsning og luft, noe som resulterer i at delene ikke oppfyller kravene til overflatebehandling. Derfor er arbeidsstykket ikke rengjort, og ingen antioksidasjonstiltak er en av årsakene til den lave kvalifiserte hastigheten på produksjon av deler. 2. Mangel på verktøyutstyr For å verifisere teamets konklusjon, prøvde vi og bearbeidet 3 andre produkter med spesielt poleringsutstyr under testprosessen, og regnet henholdsvis skrapfrekvensen. Etter å ha sammenlignet skrapfrekvensen til testproduktet med skrapfrekvensen til denne delen, ble det funnet at skrapfrekvensen var nesten 8 ganger forskjellig. Derfor er mangelen på poleringsutstyr en annen grunn til produktets høye skrapfrekvens. Den tradisjonelle poleringsmetoden er å installere arbeidsstykket på det roterende utstyret og trykke den ytre sirkelen av delen med sandpapir for å polere. Den tradisjonelle poleringsmetoden har fordelene med enkel drift og god økonomi. Den er mye brukt i maskineringsindustrien. Dens mangler er åpenbare, for eksempel: poleringskraften er ikke konstant, fôret er ikke kontinuerlig, og poleringseffektiviteten til delene er lav. Vi ser etter verktøydesignideer fra den tradisjonelle poleringsmetoden og beholder fordelene. Poleringspunktene ekstraheres, inkludert: polering av kontaktflate (håndholdt sandpapir), poleringskraft (armpress generert), fôrmengde (palmebevegelse). Et sett med generelle poleringsverktøy er vellykket designet ved å bruke den mekaniske strukturen for å oppnå de ovennevnte punktene. Etter å ha brukt dette verktøyet, kan delene oppnå ensartet kraft under polering. Dette verktøyet kan installeres på verktøyholderen for poleringsutstyr, og den opprinnelige funksjonen til utstyret kan kombineres for å oppnå ensartet fôr. Samtidig, for å unngå at poleringsutstyret sliper deler, polytetrafluoroethylene materiale med mykere materiale, sterkere seighet og høy temperaturmotstand ble valgt som materialet til poleringshodet. For polering av sandpapir valgte vi en bestemt type polering av sandpapir med mykere tekstur og limbakside. Den faktiske bruken forbedrer maskineringshastigheten til delene gjennom optimalisering av poleringsmetoden til delene. Utformingen av det generelle poleringsverktøyet er et viktig høydepunkt i dette prosjektet. Dette verktøyet løser effektivt problemene med ukonstant poleringskraft, diskontinuerlig fôr og lav poleringseffektivitet i den tradisjonelle poleringsmetoden. Det gir grunnlag og referanseopplevelse for behandling av andre presisjonsskaftdeler i fremtiden.
Kjølevæskeoppløsningen og vanndråper plasseres på overflaten av arbeidsstykket, og luften isoleres ved påføring av vaselin. Testtiden er 13 dager (behandlingssyklusen av delens eksterne dimensjoner er omtrent 13 dager). Resultatene viser at overflateoksidasjonskorrosjon genereres under virkning av kjølevæskeoppløsning og luft, noe som resulterer i at delene ikke oppfyller kravene til overflatebehandling. Derfor er arbeidsstykket ikke rengjort, og ingen antioksidasjonstiltak er en av årsakene til den lave kvalifiserte hastigheten på produksjon av deler. 2. Mangel på verktøyutstyr For å verifisere teamets konklusjon, prøvde vi og bearbeidet 3 andre produkter med spesielt poleringsutstyr under testprosessen, og regnet henholdsvis skrapfrekvensen. Etter å ha sammenlignet skrapfrekvensen til testproduktet med skrapfrekvensen til denne delen, ble det funnet at skrapfrekvensen var nesten 8 ganger forskjellig. Derfor er mangelen på poleringsutstyr en annen grunn til produktets høye skrapfrekvens. Den tradisjonelle poleringsmetoden er å installere arbeidsstykket på det roterende utstyret og trykke den ytre sirkelen av delen med sandpapir for å polere. Den tradisjonelle poleringsmetoden har fordelene med enkel drift og god økonomi. Den er mye brukt i maskineringsindustrien. Dens mangler er åpenbare, for eksempel: poleringskraften er ikke konstant, fôret er ikke kontinuerlig, og poleringseffektiviteten til delene er lav. Vi ser etter verktøydesignideer fra den tradisjonelle poleringsmetoden og beholder fordelene. Poleringspunktene ekstraheres, inkludert: polering av kontaktflate (håndholdt sandpapir), poleringskraft (armpress generert), fôrmengde (palmebevegelse). Et sett med generelle poleringsverktøy er vellykket designet ved å bruke den mekaniske strukturen for å oppnå de ovennevnte punktene. Etter å ha brukt dette verktøyet, kan delene oppnå ensartet kraft under polering. Dette verktøyet kan installeres på verktøyholderen for poleringsutstyr, og den opprinnelige funksjonen til utstyret kan kombineres for å oppnå ensartet fôr. Samtidig, for å unngå at poleringsutstyret sliper deler, polytetrafluoroethylene materiale med mykere materiale, sterkere seighet og høy temperaturmotstand ble valgt som materialet til poleringshodet. For polering av sandpapir valgte vi en bestemt type polering av sandpapir med mykere tekstur og limbakside. Den faktiske bruken forbedrer maskineringshastigheten til delene gjennom optimalisering av poleringsmetoden til delene. Utformingen av det generelle poleringsverktøyet er et viktig høydepunkt i dette prosjektet. Dette verktøyet løser effektivt problemene med ukonstant poleringskraft, diskontinuerlig fôr og lav poleringseffektivitet i den tradisjonelle poleringsmetoden. Det gir grunnlag og referanseopplevelse for behandling av andre presisjonsskaftdeler i fremtiden.
Привет! Ласкаво просимо на веб-сайті компанії EMAR!
 Ukrainian
Ukrainian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque









