English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

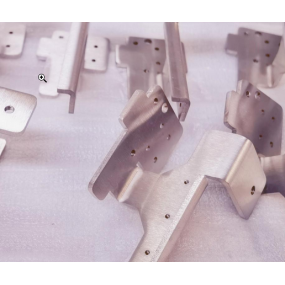
Vanligvis, etter at produktet er behandlet i stempling prosessanlegget, må inspeksjonsspesifikasjonene gjøres godt. Dette er for å gjøre produktet har en rimelig og nøyaktig vurdering under stempling produksjon inspeksjonsprosessen. I tillegg kan det også forbedre kvaliteten og effektiviteten for å tilfredsstille kundene under aksept. Så hva med manglene på stemplede deler under inspeksjonen?
1. Riper: Feil beskyttelse under behandling eller emballasje og transport resulterer i en stripelignende grunne spor på overflaten av produktet
2. Deformasjon: Produktplandeformasjon forårsaket av feiljustering av prosessutstyr eller materiale på grunn av internt stress
3. Rør: kutting eller stempling resulterer i gjenværende ujevne marginer
4. Ujevnhetsmerker: unormale buler eller depresjoner på overflaten av metallstemplingdeler
5. Avfall: metallrester som ikke har blitt behandlet riktig etter stempling eller skjæring, noe som resulterer i vedheft til kanten eller det indre av arbeidsstykket 
6. Ujevn stansing: feil posisjonering eller fiksering av utstyr under behandlingen, noe som resulterer i ujevn marginal kutting av produktet
7. Oksidasjon: Råmaterialet reagerer kjemisk med oksygen i luften
8. Flekker: dannet av ukjente oljeflekker eller flekker under behandlingen
Ovennevnte er der stempling prosessanlegget må være oppmerksom. Under inspeksjonsprosessen må de defekte produktene ikke være igjen på stedet og vente på kundeaksept. I tillegg, når et stort antall defekte produkter blir funnet, bør produksjonen stoppes i tide. Selvfølgelig, i produksjonsprosessen, bør oppmerksomhet også betales til årsakene til defekte produkter. Forsøk å tilfredsstille kunder med en høy passrate. Bare på denne måten kan en vinn-vinn-situasjon oppnås.
Denne artikkelen er fra EMAR Mold Co., Ltd. For mer EMAR relatert informasjon, vennligst klikk på: www.sjt-ic.com ,