

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Ви здивуєтеся процесом формування железного каналу Жангчю в мові 3, де сотні чи навіть тисячі ударів роблять червоне железне шматки тонкими і сильними. Ви знаєте, що панелі крил, які складають два крила на великих літаках, на яких ми часто їздимо, також виробляються за допомогою подібних технік обробки.
Звичайно, цей висококінечний процес, відомий як "технологія застрелання", набагато складніший за технології виробництва железного каналу Жангчю. Загальною можливістю обох є підвищення відстану від втомлення і підвищення сили через високошвидкий удар. Розниця в тому, що молоток став маленьким проектилом з діаметром не більшим за один сантиметр, а железний метал став кращим суровим матеріалом з легенди. Готовий продукт - це велика стінна панель крил з надзвичайно високими сильними вимогами і дуже складною формою.
Такі товсті легендовані сурові матеріали, під високою частототою та високою швидкістю впливу сотній або тисяч проектілів, стають жорсткими, складними у формі і дуже тонкою шкірою. Нарешті, вони об’ єднані з скелетом, щоб створити повне крило, підтримуючи літаки літати на висоті десятків тис Хіба це не дивовижно?
Тож чому ми використовуємо технологію стрілування для обробки крильних панелей? По-перше, нам потрібно зрозуміти особливий компонент панелей крил літаків.
Крила літаків є типовою тонкою стінною структурою, що складається особливо з шкіри і скелету. Якщо ми порівнюємо літак з птахом, шкіра схожа на пір, обіймаючись навколо скелета літака, створюючи розрівнену зовнішню поверхню. Він повинен мати гладку форму, щоб зменшити опір; Вона повинна бути дуже легкою і тонкою, досягнувши десятків або навіть кількох міліметрів, щоб ефективно нести вагу і підняти літак вище; Він також повинен бути дуже стійким, щоб витримати різноманітні маневри і обертання, зроблені літаками на високих висотах.
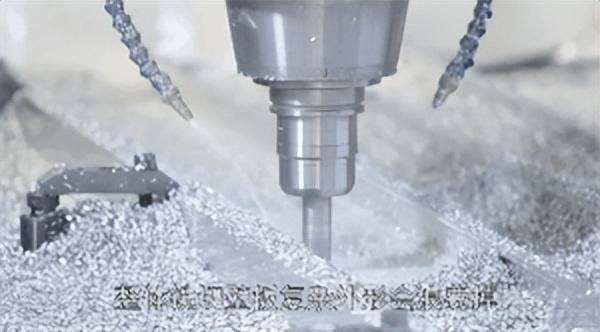
Традиційне машиновання стінних панелей крил зазвичай використовує інтегральне мільування CNC і відповідні механічні методи нахилення. Змільування складної форми загальної стінної панелі витрачає велику кількість матеріалів, а механічне нахилення може легко впливати на ефективність стінної панелі, що робить контроль якості складним. Сьогодні як домашні, так і іноземні авіаційні компанії використовують технології застрелання для обробки стін крил.
Перша - низька вартість, немає потреби форм, збереження сурових матеріалів і зайняття менше простору.
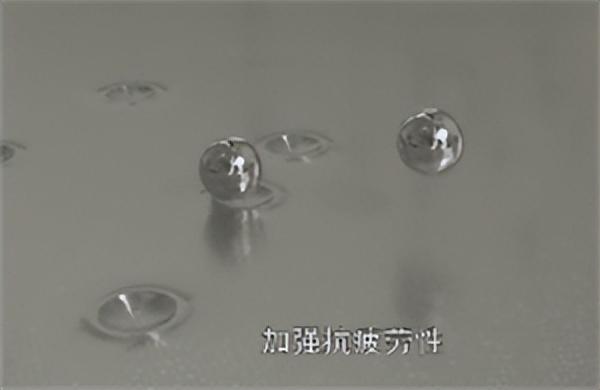
Другий - висока якість, яка постійно "ударює" поверхню частин, щоб стати щільнішою, наприклад, додавання захисних фільмів до частин.
По-третє, вона має широкий діапазон програм. Незалежно від того, наскільки складна форма, під час комп’ ютерних програм маленькі проектили можуть точно знайти і ударити, ефективно розв’ язати проблеми, такі як деформування обробки металевих частин і деформуванн
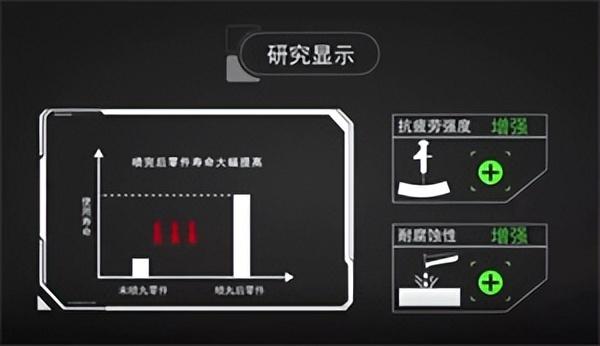
Життя втомлення частин, які обробляються за допомогою стріляння, може бути збільшено десятками разів в порівнянні з оригіналом, і сила втомлення та відпор від корозії значно збільшено.
Звичайно називається застріленим матеріалом, і існує багато типів, зокрема розрізання дротової сталічної стрілки, карбурованої сталічної стрілки, жорсткої сталічної стрілки, керамічної стрілки тощо. В полі виробництва літаків, пінкування стрілками зазвичай використовує карбурований сталівський стрілок і жорсткий сталівський стрілок, а пінкування стрілками заощаджує технології жорсткого сталівського стрілку і керамі
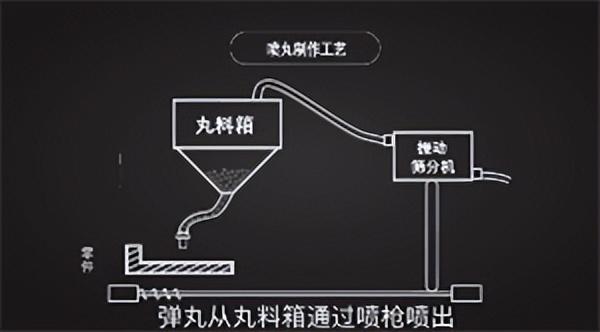
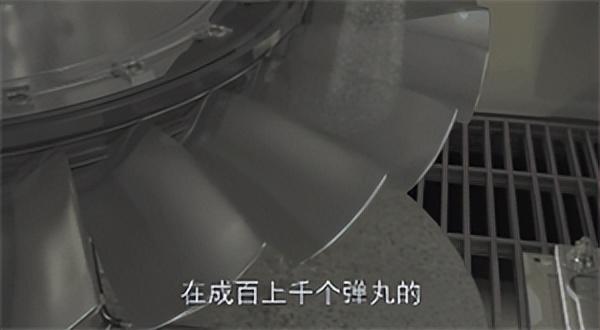
Процес стріляння дуже цікавий. У спеціалізованому виробницькому обладнанні кулі виштовхуються з скриньки стрілочого матеріалу за допомогою поштовхового пистолета, вдаючи поверхню частин з високою швидкістю. Після цього, за допомогою системи обчислення, некваліфіковані кулі вилучаються з скриньки стрілочого
Щоб надати вдомашньо виробленим літаком сильніші і легші крила, персонал китайської авіаційної індустрії технологій все ще працює сильно. Додатковіші технології, зокрема преспреспресоване стріляння, ультразвукове стріляння, високотискове стріляння води і лазерне стріляння стріляння, майже віді










