English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

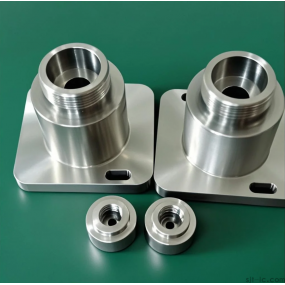
Presisjonsstempling av prosessanlegg støter ofte på forskjellige problemer i produksjonen av presisjonstegningsdeler, noe som i stor grad påvirker produksjonsplanen og kostnadskontrollen. Hvordan oppstår disse problemene? EMAR forklarer deg gjennom et stort antall praktiske bevis.
1. Påvirkningen av strekkdybde
Fordelingen av strømningsmotstanden til strekkmaterialet langs den konkave døden er direkte relatert til tegnedybden. Ved den buede posisjonen til den indre konkave og den ytre konveksen kan den overdrevne strekkdybden til strekkdelen føre til ujevn fordeling av deformasjonsmotstanden, som utgjør rynker, som bør forhindres så mye som mulig.
2. Juster størrelsen på den blanke holderkraften
Når rynker oppstår jevnt rundt arbeidsstykket, bør det vurderes at det er mangel på trykkkraft, og rynker kan elimineres ved gradvis å øke trykkkraften. Når strekkdelen strekker den koniske delen og den halvkuleformede delen, er det meste av dataene i en suspendert tilstand i begynnelsen av strekningen. Sidevegg rynker oppstår lett, så i tillegg til å øke den blanke holderkraften, bør presisjonsstempling deler prosesseringsanlegget også velge å legge til pick-up ribber for å øke den indre diameter strekkbelastningen på platen og eliminere rynker. 
3. Påvirkningen av radius av filet av døen
Filetradiusen til tegningsdøden er for stor, og det blanke flyter inn i døden gjennom filet av døden, jo mindre kronglete motstand av den kronglete deformasjonen. Jo mindre kronglete motstand, jo enklere forekomsten av rynker. Jo større kronglete motstand av den lille kronglete deformasjonen av døderadiusen, jo mindre enkel rynker, men det er lett å danne sprekker og trekk av den strukket delen.
Hovedårsaken til rynking av de strukkede delene er akkumulering av materialer under tøyningsprosessen og overdreven hastighet på lokal materialbevegelse. Når du formulerer en løsning, bør prosessanlegget for presisjonsstempling av deler vurdere å justere den tilsvarende organisasjonen av matrisen fra de ovennevnte aspektene, noe som vil oppnå gode resultater.
Denne artikkelen er fra EMAR Mold Co., Ltd. For mer EMAR relatert informasjon, vennligst klikk på: www.sjt-ic.com ,