

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Апаратні заводи зіткнуться з деякими проблемами обробки під час виробничого процесу штампування, такими як нерівна поверхня штампування деталей. Отже, коли поверхня штампувальних деталей нерівна, як це має мати справу фабрика з обробки штампування деталей? Наступний редактор апаратних штампувань деталей допоможе вам зрозуміти. YuG Hardware Factory, Hardware Products, Metal Products, Precision Sheet Metal, Hardware Processing, Sheet Metal Factory, Metal Stamping, Hardware Stamping, CNC
Для подолання нерівномірної поверхні штампувальних деталей можна використовувати такі методи: 1. Регулярний огляд та регулювання штампувальної матриці: штампувальна матриця потребує регулярного огляду та обслуговування, щоб зменшити проблему увігнутої та опуклої штампувальних частин. Загальна практика полягає у використанні тестового продукту для перевірки склеюючих подряпин підшивної смуги та стану обробної поверхні (дуга порожнини, дуга основи штампа). 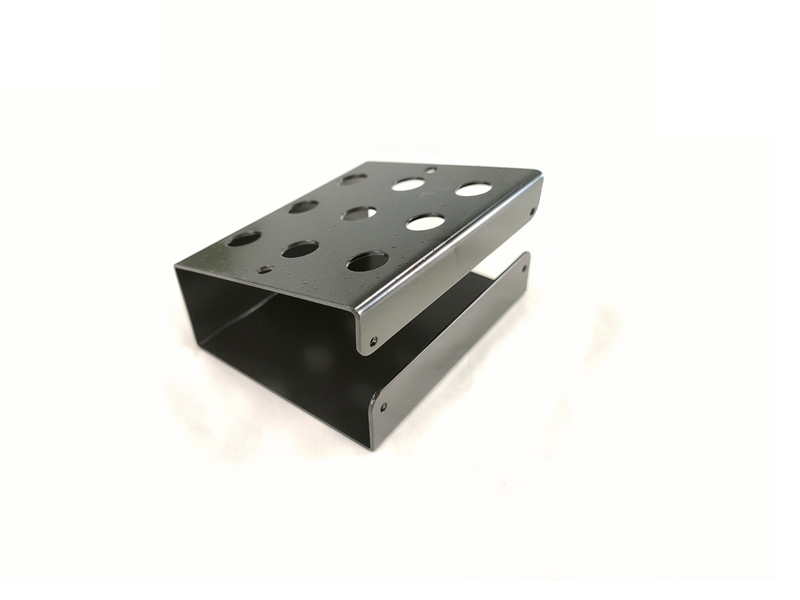 2. Помірна швидкість маніпулятора: Для виробництва та виготовлення повністю автоматичних штампувальних штампів на апаратних заводах, коли пуансон знаходиться в нижній частині штампу, а швидкість маніпулятора висока, задирка впаде на верхній кінець пуансона, що спричинить увігнуті та опуклі проблеми. Щоб запобігти таким проблемам, ми можемо провести експеримент розряду штампувальних деталей перед виробництвом і виробництвом, а також ефективно встановити швидкість і кут розряду маніпулятора, щоб нелегко було зіткнутися з штампувальними частинами та нижньою матрицею. 3. Перевірте поверхню зрізу: під час відключення матеріалу труби знос і пошкодження відсічної матриці призведе до того, що багато тонких вентиляторів прилипнуть до краю ножа. Тому перед виробництвом і виготовленням штампувальної матриці необхідно перевірити поверхню подвійного зрізу в області матеріалу або лінії штампування, а потім очистити матеріал, щоб видалити шорсткий край. 4. Перевірка обладнання для очищення плит: Перед виробництвом та виробництвом штампувальної штампування на апаратному заводі необхідно регулярно перевіряти установку реконструкції та очищення та більш розумно очищати сировину. Це також дуже важливо, і також необхідно звернути увагу на якість роликового зазору та очисного масла. Ця інформація надається виробниками обладнання EMAR та іншими апаратними фабриками, апаратними виробами, металевими виробами, прецизійним листовим металом, обробкою металів, фабриками листового металу, штампуванням металу, обробкою металів, обробкою токарних верстатів з ЧПУ та іншою інформацією. Ми щиро вітаємо людей з усіх верств суспільства, щоб відвідати наш завод для переговорів та керівництва. Ми будемо служити вам від усієї душі.
2. Помірна швидкість маніпулятора: Для виробництва та виготовлення повністю автоматичних штампувальних штампів на апаратних заводах, коли пуансон знаходиться в нижній частині штампу, а швидкість маніпулятора висока, задирка впаде на верхній кінець пуансона, що спричинить увігнуті та опуклі проблеми. Щоб запобігти таким проблемам, ми можемо провести експеримент розряду штампувальних деталей перед виробництвом і виробництвом, а також ефективно встановити швидкість і кут розряду маніпулятора, щоб нелегко було зіткнутися з штампувальними частинами та нижньою матрицею. 3. Перевірте поверхню зрізу: під час відключення матеріалу труби знос і пошкодження відсічної матриці призведе до того, що багато тонких вентиляторів прилипнуть до краю ножа. Тому перед виробництвом і виготовленням штампувальної матриці необхідно перевірити поверхню подвійного зрізу в області матеріалу або лінії штампування, а потім очистити матеріал, щоб видалити шорсткий край. 4. Перевірка обладнання для очищення плит: Перед виробництвом та виробництвом штампувальної штампування на апаратному заводі необхідно регулярно перевіряти установку реконструкції та очищення та більш розумно очищати сировину. Це також дуже важливо, і також необхідно звернути увагу на якість роликового зазору та очисного масла. Ця інформація надається виробниками обладнання EMAR та іншими апаратними фабриками, апаратними виробами, металевими виробами, прецизійним листовим металом, обробкою металів, фабриками листового металу, штампуванням металу, обробкою металів, обробкою токарних верстатів з ЧПУ та іншою інформацією. Ми щиро вітаємо людей з усіх верств суспільства, щоб відвідати наш завод для переговорів та керівництва. Ми будемо служити вам від усієї душі.









