

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

شیٹ فلز کی تھوڑی معلومات اور صنعت کی نظر:

اتوموٹیو، ارتباط، ایٹ، اور روزانی هارڈیو تولیدات کے صنعت کے ساتھ، شیٹ فلز پرسس زیادہ مشهور ہو گئے، اور شیٹ فلز پرسس سمجھنے کی ضرورت زیادہ ہو گئی۔
2. مٹیل شیٹ، پروفئل اور پائپ کو ایک قسم کی شکل، اندازہ اور دقیق کے ساتھ سیٹ فلز پردازی کا عملہ کرنا ہے، یہ وسیع طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح طرح
3. Sheet metal parts are mostly made of metal sheets and pipe fittings. Because of their light weight, high strength and stiffness, shape can be arbitrarily complex, low material consumption, no need for mechanical processing, and smooth surface, they are widely used in daily life and industrial production, such as barrels, basins, ventilation ducts, material conveying pipelines, automotive cover processing etc. In addition, they can also be applied to external repair work of automobiles.
4. Metal sheet processing usually refers to methods such as shearing, bending, rolling, and flipping forming. عمومی طور پر بات کرتی ہے، مختلف دفфорماٹ پرسسوں کو پورا کرنے کے لئے مولڈ کا استعمال کرنا پکارتا ہے، حالانکہ شیت متل کے دستور یا مکانیک طریقے سے پیدائش کرنا پکارتا ہے شیت متل پرسسوں کا نام ہے.
شیت متل مواد:
1. الکترولیٹی پلیٹ: SECC (N) (انگلیٹ پرینٹ ریسٹ پلیٹ), SECC (P), DX1, DX2, SECD (پرینٹ پلیٹ). Material hardness: HRB50+- 5, tensile plate: HRB32~37
2. ٹھنڈی رول پلیٹ: SPCC, SPCD (پھیلانے والی پلیٹ), 08F, 20, 25, Q235-A, CRS. Material hardness: HRB50+-5, tensile plate: HRB32~37.
3. آلومین پلیٹ AL, AL (1035), AL (6063), AL (5052), etc.
4. Stainless steel plates: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti اور اگلے.
5. دوسرے معمولاً استعمال کئے جاتے ہیں: پاکیزہ کپر پلیٹ (T1, T2), گرم لٹی پلیٹ، چشمہ استل پلیٹ، آلومینیوم سینک پلیٹ پلیٹ، آلومینیوم پروفئل، اور اگلے.
Sheet Metal Processing technology:
شیٹ فلز پرسس ٹیکنالوجی بنیادی میں تقسیم کی جاتی ہے: مارکینگ، کاٹ، فلڈنگ، رول، بیٹ، بیٹ یا ویلڈنگ، فلانج ساخت، اور فلانج ایستونٹ پرسس. یہ قطعہ اکثر پرسسوں کو معلوم کرتا ہے جیسے مارکینگ، رولینگ، پولڈنگ، بیٹنگ، اور بیندنگ.
(1) ایک لائن ڈراؤ
1. اکثر شٹ کی مٹی ٹکڑے فلٹ فلٹ پلیٹ سے بنائے جاتے ہیں، اس لئے شٹ کی مٹی ٹکڑوں کی حقیقی سطح کی اندازوں کو فلٹ پلیٹ پر فلٹ شکل میں ڈالنے کی ضرورت ہے، جسے کھولنے کی طرح نامی جاتی ہے.
2. مضبوط قسمتوں کے سطح کے پھیلانے کے مطابق دو قسمتوں میں ہیں: پھیلانے والے سطح اور پھیلانے والے سطح کے مطابق.
3. قسمت کی سطح ایک سطح پر بالکل مٹی ہو سکتی ہے بغیر اس کے کہ ٹوٹ یا ٹوٹ کرے، اور اس طرح سطح کا نام ڈوٹ کرنے والا سطح ہے. سیلینڈر، سیلینڈر اور کانڈر کے مالک ہیں اگر ایک حصہ کا سطح طبیعی طور پر پھیلایا نہ جائے اور سطح پر پھیلایا جائے تو اسے غیر معلوم سطح کا نام لیا جاتا ہے جیسے سطح، چرخ رینگ اور ہلیک سطح، جو صرف تقریباً پھیلائی جاتی ہے۔
شیٹ متل پرسس طریقہ
1. کاٹنا: کاٹنا مواد کاٹنے کی پروسس ہے چاہے ہوئے شکل میں کھولنے کے مطابق۔ مواد کاٹنے کے لئے بہت سی طریقے ہیں، جن کو ماشین تولیل کے نوع اور کارکنے کے مطابق کاٹ، پانچینگ اور لزر کاٹ سکتے ہیں.
1. 1 کاٹنے - چاہے ہوئے شکل کاٹنے کے لئے ایک کاٹنے ماشین استعمال کریں. صحیح 0.2م یا اوپر پہنچ سکتی ہے، سب سے زیادہ استریپ کاٹنے یا پاک مواد کاٹنے کے لئے استعمال کیا جاتا ہے.
1.2 Punching and cutting - use a CNC punching machine (NC) or a regular punching machine for cutting. دونوں کاٹنے کے طریقے 0.1م سے زیادہ دقیق حاصل کر سکتے ہیں، لیکن پہلے کے لئے نشانیاں کاٹ رہی ہیں اور نسبتا کم عملکرد ہے، حالانکہ آخرین کے لئے بہت عملکرد ہے لیکن بہت بڑی قیمت ہے، اور یہ بڑی مقدار پیدائش کے لئے مناسب ہے.
1 ان میں اکثر دو نوع سی سی پینچینگ ماشین ہیں: تایلیفو اور AMADA۔
1.2 معمولاً پانچینگ ماشینوں کے ساتھ ایک شیرینگ ماشین کے ساتھ ملنے کی ضرورت ہے کہ ضرورت کی شکل سے پانچ کریں، یعنی، شیرینگ ماشین کے ساتھ استرینگ ماشینی کاٹنے کے بعد، پانچینگ ماشین ضرورت کی ماشینی شکل کو پانچ کر سکتا ہے.
1.3 لیزر کاٹ - لیزر کاٹ وسائل کے استعمال سے شیٹ فلز کو ہمیشہ کاٹ دینے کے لئے ماده کی خواہش کی شکل حاصل کرنے کے لئے۔ اس کی خصوصیت بالا دقیق ہے اور بہت پیچیدہ شکل کے ساتھ قسموں کو پردازش کرنے کی قابلیت ہے، لیکن پردازش کے قیمت مقابلہ میں بالا ہے.
2. فرم:
Sheet metal forming is a major processing method in sheet metal processing. فرمود دو طریقوں میں تقسیم کر سکتا ہے: Manual forming اور machine forming. ہاتھ پیدائش کثرت سے اضافہ طریقے کے طور پر استعمال کیا جاتا ہے یا کام پورا کرتا ہے اور بہت کم کام کیا جاتا ہے۔ However, when processing some materials with complex shapes or near deformation, manual forming is still indispensable. ہاتھ پیدا کرنے کا کام ہے ساده مضبوط اور جگ کے مطابق۔ نیچے مطابق مطابق استعمال کئے جاتے ہیں: ڈونڈ، ڈونڈ، ڈونڈ، ڈونڈ، ڈونڈ، اور ڈونڈ.
ہم اکثر یہاں ماشین بنانے کے بارے میں بحث کرتے ہیں: بنڈنگ شکل، استمپ شکل.
2.1 Bending Forming - Fix the upper and lower molds separately on the upper and lower workbenches of the folding bed, use servo motors to transmit and drive the relative motion of the workbenches, and combine the shapes of the upper and lower molds to achieve bending metal. دھوڑنے کی دقیقیت 0.1م تک پہنچ سکتی ہے.
2 سٹمپ کی دقیق 0.1م سے زیادہ پہنچ سکتی ہے. Punching machines can be divided into ordinary punching machines and high-speed punching machines.
3. فلز شیٹوں کی اتصال
فلز شیٹوں سے بنائے ہوئے وینٹلیسی ڈاکٹ اور رقموں کو طریقے سے اتصال کر سکتے ہیں، جیسے گائیٹ اتصال، روئیٹ اتصال، ویلڈینگ، اگلے طریقے سے۔ یہ قسمت اصل میں کاٹ کی اتصال پیش کرتا ہے.
اور دو ٹکڑوں کی کناروں کو ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹکڑے ٹک Sheet metal connection is the process of connecting different parts in a certain way to obtain the desired product. Sheet metal connections can be divided into welding, riveting, threaded connections etc.
بیٹ اتصال
1. کاٹوں کی طرح
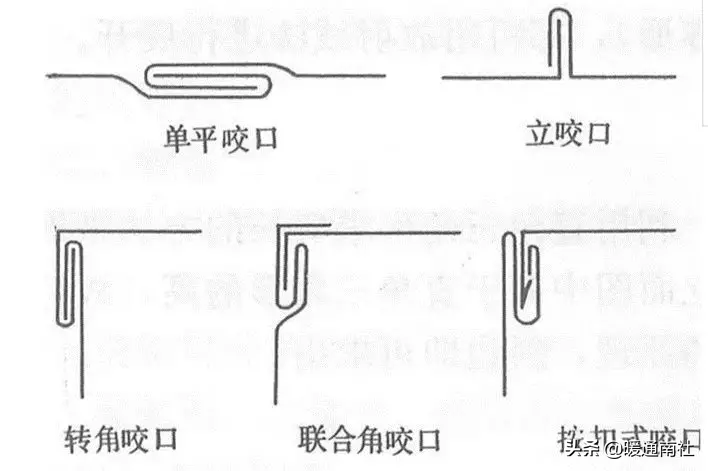
Corner bite and buckle style
2. بیٹ کا کاروبار
مختلف قسموں کائنات کے مطابق نیچے منطقه میں استعمال کئے جاتے ہیں:
(1) ایک پلٹ کاٹ بوردوں کے سیڈوں کو تقسیم کرنے کے لئے استعمال کیا جاتا ہے، دوچٹوں یا رقموں کے طویل بند کے سیڈوں کے لئے۔
(2) ایک گاڑا چڑھنے کے لئے، پیچھے اور پیچھے چڑھنے کے لئے اور هواپیماؤں کے افقی صندوق کے لئے استعمال کیا جاتا ہے۔
(3) کونر کی بیٹ، جوڑی کونٹ کی بیٹ، اور بیٹ پر پھٹ ڈالنے کے لئے طویل قطعہ کے جوڑے اور چوٹی کونٹ یا قطعہ کی رشتہ کونٹ کے گڑے، اور کنویں کی کنویں کے جوڑوں کے لئے استعمال کئے جاتے ہیں۔
بیٹ پلھائی اور مہمانی
کاٹ کی گھاٹی پیپ فیٹینگ کی گھاٹی پر ہے جس طرح ٹیبل 8-1 میں دکھائی جاتی ہے.
کاٹ کا اندازہ چوٹ، اورلپ کرنے لہروں اور استعمال کیا جاتا ہے.
2. ایک پلٹ کاٹ کے لئے، ایک لاٹھ کاٹ اور کون کاٹ کے لئے، ایک بورد پر باقی رہ جانا چاٹ کی چوپ کے برابر ہے، اور دوسرے بورد پر باقی رہ جانا دو بار چاٹ کی چوپ کے برابر ہے، سو چاٹ کی نگہبانی تین بار چاٹ کی چوپ کے برابر ہے.
3. joint corner bite کے لئے ایک بورڈ پر اور تین بار چار بار چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار برابر چار چار برابر چار چا
4. کاٹنے کی اجازت بورد کے دونوں کناروں پر باقی رہنا چاہیے۔
بیٹوں کو ہاتھ سے یا مکانیک سے کر سکتے ہیں.
1. Manual biting
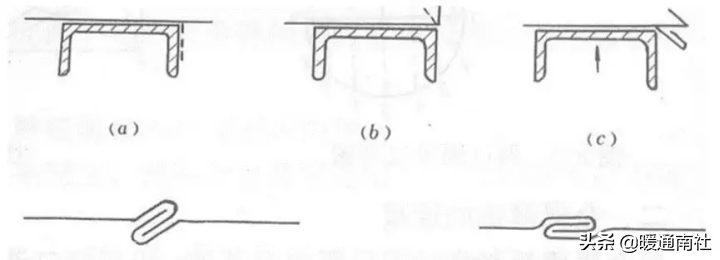
مہمانی بیٹنگ پرسس اس طرح ہے:
(1) ایک فلٹ کاٹ کی پردازی (جیسا کہ نیچے کی تصویر میں دکھائی جاتی ہے) یہ ہے کہ ایک پلیٹ کو چانال استل پر پہلے ڈالا ہوا سیم لینڈ لینڈ کے ساتھ ڈال دیتا ہے، چنال استل کے کناروں سے سیم لینڈ لینڈ لینڈ لینڈ سیم کرتا ہے
(1) بیٹ ماشینوں میں linear bite machines اور elbow bite machines شامل ہوتے ہیں، جو چوکاٹ، چوکاٹ، چرکاٹ پائپ، الکم، دنت اور متغیر diameter pipes کی شکل پوری کر سکتے ہیں، چوکاٹ کی شکل سیدھی ہے، سطح سیدھی ہے، اندازہ ثابت ہوتی ہے، اور اثبات بالا ہے، یہ ہوا کنڈیسینگ اور ventilation ducts کی پردازی میں وسیع طور پر استعمال کئے جاتے ہیں.
(2) کاٹ کی پیدائش مکانیکی کاٹ کی شکل یہ ہے کہ شٹ کی مٹل کو بہت سی جوڑوں سے پھیر دیں جو مختلف گروٹ کی شکل سے پھیر رہے ہیں، شٹ کے کنارے کی کوروٹ کو تھوڑے سے بڑے سے بدل دیں، اور اسے تدریجاً پیدا کریں۔
(3) When circular air ducts from sheet metal, it is necessary to roll and bend the sheet metal. جبکہ چوٹ ڈاکٹ بناتے ہیں، شیٹ فلز چوٹ کو پھلونے کی ضرورت ہے.
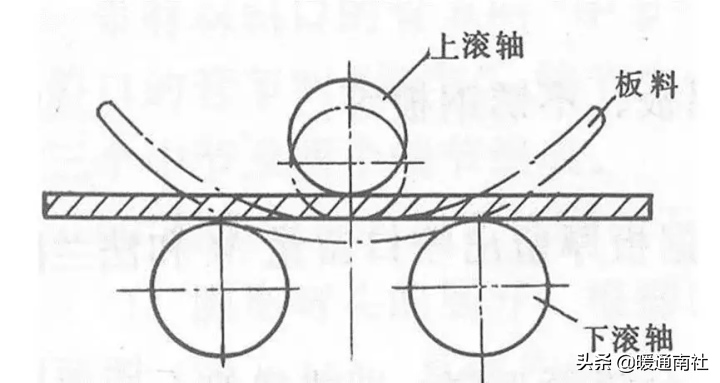
شیٹ فلز کو چورنے والی رولر کے ذریعہ بند کرنے کا طریقہ، رول کرنے کا نام ہے، اور اس طرح رول کرنے کا نام ہے.
1. بنیادی پرنسیل: رولینگ اور بیندنگ کی بنیادی پرنسیل تصویر میں دکھائی جاتی ہے۔ شیت فلز نیچے رولر پر رکھی جاتی ہے اور بالا اور نیچے رولر کے درمیان فاصلہ درست کر سکتی ہے اور جب فاصلہ شیٹ فلز کی گھاٹی سے کم ہوگی تو شیٹ فلز جھک جائے گا اور اسے کمزور ڈھانک کہا جائے گا اگر ہمیشہ لپیٹ کی جاتی ہے تو شیٹ فلز ایک ہلکا کروٹور بناتا ہے جس طرح وہ لپیٹ دی جاتی ہے (لیکن شیٹ فلز کی دو قسمیں بالکل مستقیم ہیں لپیٹ کے غیرقابل ہونے کے سبب اور حصہ کے سامنے مٹا دی جاتی ہیں). لہٰذا لوٹنے کی بنیاد ہمیشہ رہنے والی ہے
3.1 ویلڈنگ میں تقسیم کر سکتا ہے: CO2 welding, Ar welding, resistance welding, etc.
3.1.1 CO2 welding processing principle: Use protective gas (CO2) to mechanically isolate air and molten metal, preventing oxidation and nitriding of molten metal. It is mainly used for welding iron materials. Characteristics: firm connection and good sealing performance. Disadvantages: easy deformation during welding CO2 welding equipment is mainly divided into robot CO2 welding machines and manual CO2 welding machines.
3.1.2 Ar arc welding is mainly used for welding aluminum and stainless steel materials. Its processing principle and advantages and disadvantages are the same as CO2, and the equipment is also divided into robot welding and manual welding.
3.1 یہ وسائل سب سے زیادہ سونگکسینگ سری، کیلونگ سری، اور اس کے ساتھ شامل ہوتی ہے.
3.2 نہریٹینگ میں تقسیم کر سکتا ہے: فشار نہریں اتصال اور نہریں اتصال، غیر. معمولی نہریں کے سامان میں نہریں کے ماشین، نہریں کے تفنگ اور POP نہریں کے تفنگ ہیں۔
3.2
3.2.2 ریویٹ اتصال ایک دوسرے قسموں کو اٹھانے کے لئے نہریں کا استعمال ہے۔
سطح ترتیب:
مصنوعی اٹھانے پر سطح ترتیب کے دکھانے والی اور محافظت کے اثرات بہت سی صنعت سے پہچان لیتے ہیں. شیٹ فلز انڈریسی میں، سطح ترتیب طریقوں میں الکتروپٹینگ، اسپریج اور دوسری سطح ترتیب طریقوں میں شامل ہوتے ہیں.
1. الکتروپٹینگ ٹکڑے ٹکڑے ہوئے ہیں: گلفانیز (رنگ سینک، سفید سینک، نیل سینک، سینک سینک), نیکل پلیٹینگ، کروپ پلیٹینگ، غیر
اصلی فنقش یہ ہے کہ مواد کے سطح پر ایک محافظت لائر بنانا ہے، جو ایک محافظت اور دکراتی رول لگا رہا ہے۔
2. اسپری پینٹینگ دو طریقوں میں تقسیم کی جاتی ہے: پینٹینگ اور پودر پری پری. مواد کی پیش ترتیب کے بعد کوٹینگ پری تفنگ اور گاس کے ذریعہ کارٹنی کے سطح پر پھینک دی جاتی ہے، کارٹینگ کے سطح پر کوٹینگ پیدا کی جاتی ہے، سوکھنے کے بعد یہ ایک محافظت رول لگا رہا ہے،
ہاتھ بوند پائپ
غیر بنڈنگ وسائل یا ایک ٹکڑے چھوٹے ٹکڑے کے پیدائش میں بنڈنگ کی تعداد چھوٹی ہے، اسے بنڈنگ ٹکڑے بنانے کے لئے غیر منطقی بنا دیتا ہے. اس کے حال میں، manual bending استعمال کیا جاتا ہے. Manual bending کی اصلی پروسسوں میں راندی پر، مارکینگ، گرم اور بیندنگ ہے.
(1) جب ریشم بھرنے کے ذریعے پائپ کو اپنے ہاتھ سے پھینک لیتے ہیں تو نیچے پائٹل پائپ کے تقسیم کو دفعہ سے روکنے کے لئے استعمال کیا جاتا ہے: پائپ کو بھرنے والوں سے بھرنے لگتا ہے (جیسے کرٹز ریشم، روزین اور نیچے گلنے والوں کے ذریعے). بہت بڑے دیامٹر استیل پائپ کے لئے، ریشم معمولاً استعمال کیا جاتا ہے. ریشم بھرنے سے پہلے، چوٹی پائپ کی ایک قسم کو کانیک لکڑی ٹوپار کے ساتھ لکڑا کرتا ہے. لکڑی ٹوپار پر ایک ہوا آواز ٹوپ ہے تاکہ پائپ کے اندر ہوا آزاد ہو جائے جب گرم ہوتا ہے اور گھٹ جاتا ہے. ریشم بھرنے کے بعد، پیپ کے دوسرے قسم کو لکڑی ٹوپار سے لکڑا دیتا ہے. اور ریشم پر لگا ہوا پاک اور خشک اور تنگ ہو جائے گا
استیل پائپ کے لئے بڑے دریاؤں کے ساتھ، جب لکڑے پگلوں کا استعمال کرنا ناراحت ہوتا ہے، استیل پگلوں کا استعمال کر سکتا ہے.
(2) استل پائپ کی گرمی کی لمبی مقرر کرنے کے لئے ایک لائن ڈالو
(3) گرم کر سکتا ہے کائل، کوک، کائل گاس، یا بھاری تیل کے مطابق ایندھن کے مطابق۔ گرم باید آسان اور یونیفرم ہونا چاہیے، اور عام کربن استیل کے لئے گرم تولید معمولاً 1050 °C کے گرد ہے. ٹھنڈی بنڈنگ کے لئے بے سرمائی استلی اور کھیتی پائپ کے لئے استعمال کیا جاتا ہے
(4) بنٹ اور گرم ٹیل پائپ ایک ہاتھی بانڈنگ دستگاه پر بند کر سکتا ہے۔
Core bend pipe
Core bent pipe is a type of pipe that is bent back along the mold using a core shaft on a pipe bending machine. پائپ بند ہونے کے بعد کور شافوٹ کا فعالیت یہ ہے کہ کرسٹ سٹکٹ کے غیر غیر غیر غیر غیر غیر غیر غیر غیر غیر غیر غیر غیر غیر غیر غیر کور شپٹوں کی شکل میں رانگ سر ہے، اشارہ کیا گیا سر، اسپان کی شکل، ایک طریقہ جوڑ، عمومی جوڑ، اور ہلکس شپٹ ہے.
ایک کور بنٹ پائپ کی کیفیت پائپ کی شکل، اندازہ اور پائپ میں اضافہ ہونے والی کور شافوٹ کی موقعیت پر مضبوط ہے.
بغیر محکم پئیپ
بنڈنگ ماشین پر الٹی دфорماٹ طریقے سے استیل پائپ کے منطقه کی دфорماٹ کا کنٹرول کرنے کا طریقہ ہے. یہ ایک مقررہ منطقه کی مخالفت دфорماٹ کی لازم کرتا ہے کہ بنڈنگ دфорماٹ منطقه میں داخل ہونے سے پہلے استیل پائپ کے باہر منطقه کے بہہ منطقه کو نافس کرنے کے لئے یا تنگ کرنے کے لئے استیل پائپ کے منطقه کی دфорماٹ کی کم کرتا ہے، اس کے ذریعہ سے بنٹ پائپ کی کیفیت
بے رغبت پئیپ وسیع طور پر استعمال کئے جاتے ہیں. جب استل پائپ کی ڈینڈیوس 1.5 دفعہ سے زیادہ ہے پیپ کی ڈینڈیوس، بغیر مریز بندوں کو معمولاً استعمال کیا جاتا ہے. بنت پائپ صرف استلی پائپ کے لئے استعمال کئے جاتے ہیں جو بہت بڑے دیوار اور بہت تنگ دیوار کی گہریں ہیں.
اس کے علاوہ، پائپ بند کرنے کے طریقے ہیں جیسے اوپر دفعہ بند کرنے، میڈنی فرکانس بند کرنے، شعلہ بند کرنے، اور اذیت بند کرنے کے لئے.
سٹیل پائیپ
ان میں دو قسم کی تیل پاؤں ہیں: بغیر سیل پاؤں اور بغیر سیل پاؤں ہیں۔
بغیر سیم چل پائپ
بے سیم تیل پائپ گرم لٹی ہوئی پائپ میں تقسیم کیے جاتے ہیں، ٹھنڈی لٹی پائپ، اگلے پائپ، اور اس کے بعد بھی۔ کرسٹ سٹیل کی شکل کے مطابق، دو طرح ہیں: چرخ اور غیرقابل. غیرقابل چڑھی پائپ میں چڑھی، اول، تین کچڑھی، تارے کی شکل اور غیر قابل ہے. مختلف مطلب کے مطابق، گہرے گہرے اور ٹینک والد ٹیوب ہیں، اور ٹینک والد ٹیوب معمولاً شیٹ فلز قسموں کے لئے استعمال کئے جاتے ہیں.
(2)، گلے چل پائپ
اس سے پہلے چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چوری چور
استیل پائپ کی تعریفیں متریک سیسٹم میں بیرون کی diameter اور دیوار کی مٹی کے طور پر، اور امپراتی سیسٹم میں اندر کی diameter کے طور پر (اینچ) بیان کی جاتی ہیں۔
استیل پائپ کے لئے سائز مارکینگ طریقہ یہ ہے: باہر کی diameter، دیوار کی مٹی، اور طول، جیسے پائپ D60106000
شیٹ متل قسمتوں کی اتصال طریقہ:
Sheet metal parts are composed of many components that must be connected in a certain way to form a complete product. معمولاً استعمال کئے ہوئے ارتباط طریقے شامل ہوتے ہیں چلانے، نہرینگ، ترڈیڈ ارتباط، اور پھیلانے کی جڑ. استیل پائپ کے درمیان اتصال بھی اوپر mentioned طریقوں کو قبول کرتا ہے. اس کے بارے میں چشمے اور نہریں بہہ رہی ہوں گی اور نہریں بہہ رہی ہوں گی
انتشار جوئنٹ ایک اتصال طریقہ ہے جو استیل پائپ اور پائپ پلیٹوں کی دفфорماٹ کا استعمال کرتا ہے کہ مہر اور فشار پائیں۔ یہ استیل پائپ کے diameter کے لئے مکانیک، انفجار، اور ہیڈرولیک طریقے استعمال کر سکتا ہے، اور استیل پائپ کے پیٹ کے پیٹ کے پیٹ کے پیٹ کے پیٹ کے پیٹ کے پیٹ کے پھلوں کے پیٹ کے پھلوں کے پھلوں کے پھلوں کے پھلوں کی تغییر کے ذریعہ سے استعمال کر سکتا ہے، استیل پائپ کے درمیان پیٹ کے پیٹ کے پیٹ کے درمیان کافی پھیلانے کی طاقت ہے، اس کے مطابق یہ ہے کہ استیل پائپ کو ٹیپ چالوں سے نک اس کے ساتھ نیک مہر لگانے کی طاقت (دفعہ مقاومت) بھی ہونا چاہیے تاکہ وسائل کے درمیان وسائل سے کامل دفعہ کے نیچے جوڑ سے نکل نہ سکے۔






