

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

سلام، سب، ہمارے ماشین صنعت میں، ہمیشہ ایک سردرد مسئلہ ہوتا ہے، جو عملیات کی خطا رخصت ہے، میرا خیال ہے کہ ماشین صنعت میں کوئی دوست اس مسئلہ کی عمیق سمجھ رہا ہے.
میں نے آج سی سی آپریشان کی استاندارڈ پرسس کا سازمان کیا ہے، اگر ہم اس پرسس کا اتباع کریں تو میرا خیال ہے کہ یہ بہت سی غلطی غلطی کاٹ سکتا ہے۔
لیڈر یا دوست جو صنعت میں نئی ہیں اسے جمع کرسکتے ہیں، اسے چاپ کرسکتے ہیں، اور اسے ماشین وسیلہ پر بند کر سکتے ہیں.

1. تیار
ضروری وسائل، وسائل، غیر اسباب تیار کریں۔ ہر دن کام میں پہلی بات یہ ہے کہ چک لو کہ ماشین تولیل کی مختلف پارامیٹر عام ہیں، جیسے کہ آغاز ہونے کے بعد کوئی غیر عام آواز ہے، یا ماشین تولیل کی مختلف قسمیں عام طور پر عمل کر سکیں، یا لوبریٹ تیل، اسپینڈل تیل، اور غیر معمولی ہیں، اور ماشین تولیل کے لئے چک لیست تیار کر سکیں. اگر کسی طریقہ کے ہاندوٹ ہو تو اسے لکھی ہوئی صورت سے بدل دینا بہتر ہے کہ ایک دوسرے کے باغ سے گزر جانے سے روکتا ہے۔
2. طاقت روشن
آغاز کرنے سے پہلے، ماشین تولیل اپنے اصلی موقعیت کی طرف لوٹائے جاتے ہیں. اگر ماشین بہت مدت تک چلتی نہیں ہے، آغاز کرنے کے بعد 5-10 منٹ تک گرم آپ پروگرام کو چلانا چاہیے. سرعت اور فائدہ رات 20% سے 80% تک اضافہ ہوتی ہے یہاں تک کہ ماشین پرگرمین پورا ہو جائے۔
3. پروگرام شیٹ
پرسس کرنے سے پہلے، پروگرام شیٹ اور ڈرینگ کو دقت کے ساتھ پڑھنے کے لئے ضرورت ہے، تائید کریں کہ پرسس کرنا کام نمبر برابر ہے اور سائز برابر ہے، اور پروگرام شیٹ کے مطابق کارٹ ٹیٹ کی طرف رکھیں.
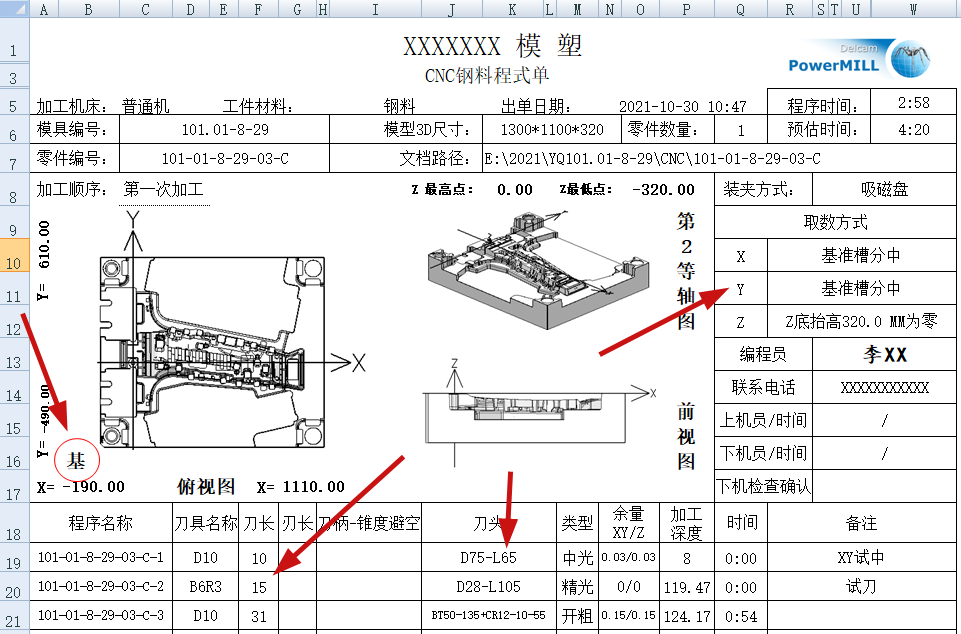 Processing Program Sheet
Processing Program Sheet
4. ماشین پر سوار کرنے سے پہلے
دستگاه پر کام لگانے سے پہلے کام لگانا چاہیے کہ کام لگانا کامل پاک ہونا چاہیے. اگر کام لگانے پر دھوکا ہوتا ہے تو یہ ایک فائل سے پاک ہونا چاہیے اور مٹی سے پاک ہونا چاہیے اور تیل لگانے سے پاک ہونا چاہیے اور اس سے پاک ہونا چاہیے۔
5. ٹیبل چاپ
جب ایک ٹیبل بناتے ہیں، یہ یاد رکھنا ضروری ہے کہ اگر یہ ایک ہلکا مواد ہے، parallelism, perpendicularity اور مواد کی سطح چک لیا جائے، اور کارٹی زاویہ قانون کو ٹیبل کی kaliبریت سے پہلے تصدیق کرنا چاہیے.
6. مرکز میں نمونہ
تقسیم کے موقع، پروگرم شیٹ کے سرگوشی کا ذریعہ صریح دیکھنا چاہیے. تقسیم پورا ہونے کے بعد یہ دوبارہ چک لینا چاہیے، اور اگر ضروری ہوتی ہے، تیم لیڈر یا همکاروں کو ایک دوسرے کی چک کرنا چاہیے.
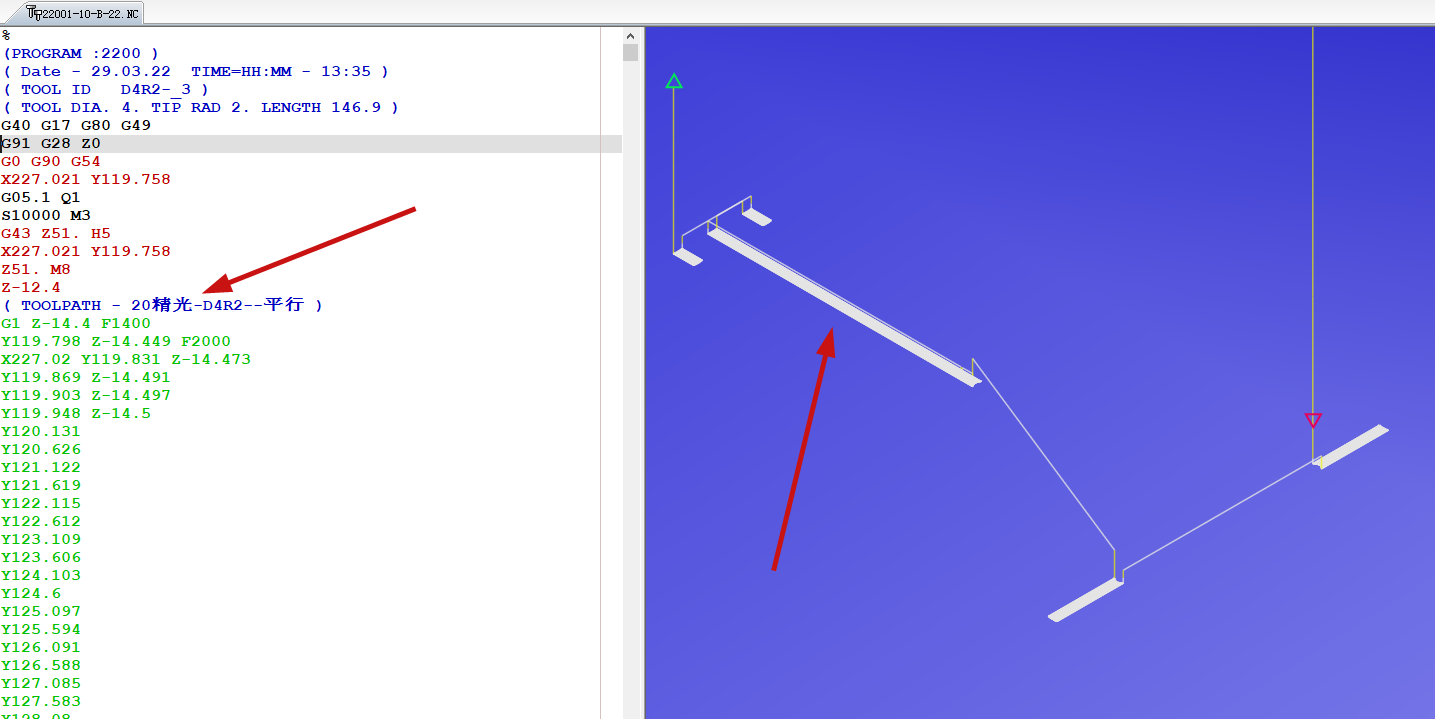
7. سیمولیشن
ہر پروگرم کو آغاز کرنے سے پہلے، تولیل مسیر کی سیمولیسی چک کر دی جاتی ہے کہ پروگرم کے بارے میں کوئی مشکل نہیں ہے. پروگرم کی آغاز میں، فائدہ ریٹ بنسس کے طور پر تنظیم ہونا چاہیے یا ایک قسم میں چل دینا چاہیے. تولیل عام طور پر داخل ہونے کے بعد، दर بڑھنا چاہیے اور پہلی کاٹ کی تصدیق کرنے کے لئے کیا گھیری اور کاٹ موقعیت درست ہے؟ اگر کوئی مشکل ہوتی ہے تو پرسی
8. پرسس پرسس
ماشینینگ پرسس کے وقت، ابزار ذرہ یا ابزار کاٹنے کے پہنانے کو اچھی طرح نظارت کرنے کے لئے ضرورت ہے، ابزار کو ایک طریقے سے گریز کرنے کے لئے، اور ابزار ذرہ کو ابزار کے ٹکڑے یا ہلاکت سے بچانے کے لئے بدل دینے کے لئے ضرورت ہے. پرسسورینگ عام طور پر چلتی ہے، اگلے پروگرام یا کارٹی کے لئے تیار کیے جاؤ اور پرسسورینگ وقت کو منطقی طور پر ٹھہراؤ۔
9. کامل خود تحقیق
اس کام کے بعد پہلی قدم خود تحقیق ہوتا ہے اور صرف تحقیق کے بعد یہ ماشین سے ہٹا سکتا ہے. پھر کام ٹکڑے کو پردازش کی منطقه میں رکھو۔
اور جب غلط پیدا ہوتے ہیں، لطفا آپ فوراً واضح کر دیجئے کہ صاحبِ سائٹ پر قائم ہو جاتا ہے.
10
اوپراتوروں کو تمام کام کی پردازش میں مناسب موقعیت اور کار ٹکڑے رکھنا چاہیے اور منطقه کو پاک اور سیدھا رکھنا چاہیے، حقیقت یہ ہے کہ "سازمان، اصلاح، پاک، پاکیزگی، صحیح اور امنیت" کو پہنچ سکتے ہیں.
11. Handover
کام چھوڑنے سے پہلے، اس کام کو اگلوں کے اپراتر پر فرض کرنا ضروری ہے، وہاں نہ کیا گیا ہے، وہاں کی توجه کی ضرورت ہے، وہاں اضطراری ہے، اور رکورد رکھنے کی ضرورت ہے.
اوپر میری سمجھ ہے CNC ماشین پیدائش کے بارے میں. اگر آپ کے پاس کوئی بہتر پیدائش یا غلطی پیش کرنے کے مطابق ہے، لطفا آپ ایک پیغام چھوڑ دیجئے کہ آپ کے ساتھ بحث کریں اور تکرار کریں.







