English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Việc lựa chọn công cụ cắt và công cụ là một trong những nội dung quan trọng trong quá trình gia công CNC, nó không chỉ ảnh hưởng đến hiệu quả gia công của máy công cụ mà còn ảnh hưởng trực tiếp đến chất lượng gia công. So với phương pháp gia công truyền thống, gia công CNC đòi hỏi nhiều công cụ và dụng cụ hơn. Không chỉ yêu cầu độ chính xác cao, độ cứng tốt và độ bền cao, mà còn yêu cầu kích thước ổn định và điều chỉnh dễ dàng.
Vật liệu cắt gia công CNC 1, thép tốc độ cao
Thép tốc độ cao còn được gọi là thép mũi nhọn, thép trắng. Nó là thép hợp kim có chứa vonfram (W), molypden (Mo), crom (Cr), vanadi (V), coban (Co) và các yếu tố khác, được chia thành hai loạt lớn vonfram và molypden, là vật liệu cắt truyền thống. Độ cứng nhiệt độ bình thường của nó là 62~65HRC, độ cứng nhiệt có thể tăng lên 500 ℃~600 ℃. Biến dạng nhỏ sau khi dập tắt, dễ mài cạnh, dễ uốn và cắt. Nó có thể được sử dụng không chỉ để sản xuất các mũi khoan, dao phay, mà còn để sản xuất các công cụ cắt phức tạp như dao cắt bánh răng, dao phay hình thành. Nhưng do tốc độ cắt cho phép thấp hơn (50m/phút), nó chủ yếu được sử dụng cho gia công tốc độ thấp của máy CNC. Thép tốc độ cao thông thường được đại diện bởi W18Cr4V.

2, Hợp kim cứng
Cacbua cacbua là sản phẩm luyện kim bột được làm từ cacbua có độ cứng và điểm nóng chảy rất cao (WC, TiC, TaC, NbC, v.v.), sử dụng Co, Mo, Ni làm chất kết dính. Độ cứng nhiệt độ bình thường của nó có thể đạt 74~82HRC, khả năng chịu nhiệt độ cao 800 ℃~1000 ℃. Chi phí sản xuất thấp, có thể thực hiện hiệu suất cắt tuyệt vời ở tốc độ trung bình (150m/phút), cắt thức ăn lớn, do đó trở thành vật liệu cắt được sử dụng rộng rãi nhất trong gia công CNC. Nhưng độ bền va đập và độ bền uốn của nó thấp hơn nhiều so với thép tốc độ cao, vì vậy nó hiếm khi được làm thành một công cụ cắt nguyên khối. Trong sử dụng thực tế, nói chung, khối dao cacbua được cố định trên thân dao bằng cách hàn hoặc kẹp cơ khí. Các hợp kim cacbua thường được sử dụng là hợp kim vonfram coban (YG) (YG8, YG6, YG3), hợp kim vonfram titan (YT) (YT5, YT15, YT30) và hợp kim vonfram titan tantali (niobi) (YW) (YW1, YW2).
3, Tungsten Carbide tráng
Công cụ cắt cacbua được phủ một hoặc nhiều lớp chống mài mòn tốt TiN, TiCN, TiAlN và Al2O3, vv trên công cụ cắt cacbua có độ bền tốt hơn, độ dày của lớp phủ là 2μm~18μm. Lớp phủ thường hoạt động theo hai cách: một mặt, nó có hệ số dẫn nhiệt thấp hơn nhiều so với ma trận công cụ và vật liệu phôi, làm suy yếu tác dụng nhiệt của ma trận công cụ; Mặt khác, nó có hiệu quả trong việc cải thiện ma sát và bám dính của quá trình cắt, làm giảm sản xuất nhiệt cắt. TiN có đặc tính ma sát thấp và làm giảm sự mất mát của các mô phủ. TiCN có thể làm giảm độ mài mòn của bề mặt dao phía sau. Lớp phủ TiCN có độ cứng cao hơn. Lớp phủ Al2O3 có tác dụng cách nhiệt tuyệt vời. Các công cụ cắt cacbua tráng so với các công cụ cắt cacbua, cả về sức mạnh, độ cứng và khả năng chống mài mòn đều được cải thiện đáng kể. Đối với việc cắt phôi với độ cứng 45~55HRC, cacbua phủ chi phí thấp có thể đạt được tốc độ cắt cao. Trong những năm gần đây, một số nhà sản xuất dựa vào phương pháp cải thiện vật liệu phủ và tỷ lệ, cũng làm cho bản chất của công cụ phủ được cải thiện rất nhiều.
4, Vật liệu gốm
Gốm sứ là một trong những vật liệu cắt có tốc độ phát triển nhanh trong gần 20 năm và ngày càng được sử dụng rộng rãi. Trong tương lai gần, gốm sứ có thể gây ra cuộc cách mạng thứ ba trong gia công cắt sau thép tốc độ cao, cacbua.
Dụng cụ cắt gốm có ưu điểm là độ cứng cao (91~95HRA), độ bền cao (độ bền uốn 750MPa~1000MPa), chống mài mòn tốt, ổn định hóa học tốt, chống dính tốt, hệ số ma sát thấp và giá thấp. Không chỉ vậy, máy cắt gốm còn có độ cứng nhiệt độ cao, đạt 80HRA ở 1200 ℃. Khi sử dụng bình thường, tuổi thọ của công cụ cắt gốm là cực kỳ dài, tốc độ cắt có thể được cải thiện 2~5 lần so với công cụ cắt cacbua, đặc biệt thích hợp cho gia công vật liệu có độ cứng cao, hoàn thiện và gia công tốc độ cao, độ cứng gia công lên đến 60HRC của tất cả các loại thép cứng cứng và gang cứng, v.v. Thường được sử dụng là gốm dựa trên nhôm oxit, gốm dựa trên silicon nitride và gốm kim loại, v.v. Dụng cụ cắt gốm dựa trên nhôm oxit có độ cứng nhiệt cao hơn hợp kim cứng, lưỡi cắt trong trạng thái cắt tốc độ cao thường không tạo ra biến dạng dẻo, nhưng sức mạnh và độ dẻo dai của nó thấp hơn. Ngoài độ cứng nhiệt cao, gốm dựa trên silicon nitride cũng có độ dẻo dai tốt, so với gốm dựa trên silicon oxit, nhược điểm của nó là dễ dàng tạo ra sự khuếch tán nhiệt độ cao khi gia công thép, làm trầm trọng thêm sự mài mòn của công cụ, công cụ cắt gốm dựa trên silicon nitride chủ yếu được sử dụng để quay sắt xám và phay sắt xám. Kim loại gốm sứ là một loại vật liệu cacbua làm ma trận, vật liệu cắt tương tự như cacbua, nhưng nó có ái lực thấp hơn, ma sát tốt và khả năng chống mài mòn tốt hơn, nó có thể chịu được nhiệt độ cắt cao hơn so với cacbua thông thường, nhưng thiếu sức đề kháng tác động của cacbua, độ dẻo dai khi xử lý nặng và sức mạnh khi cho ăn lớn ở tốc độ thấp. Trong những năm gần đây, thông qua rất nhiều nghiên cứu, cải tiến và áp dụng quy trình sản xuất mới, độ bền uốn và độ dẻo dai của vật liệu gốm đã được cải thiện rất nhiều, chẳng hạn như gốm kim loại mới NX2525 được phát triển bởi Mitsubishi Metal Nhật Bản Công ty Shandevik Thụy Điển phát triển dòng sản phẩm mới của lưỡi gốm kim loại CT và loạt lưỡi gốm kim loại tráng, độ bền uốn và khả năng chống mài mòn cao hơn nhiều so với gốm kim loại thông thường, mở rộng đáng kể phạm vi ứng dụng của vật liệu gốm.

B5-05=giá trị thông số Kd, (cài 2)
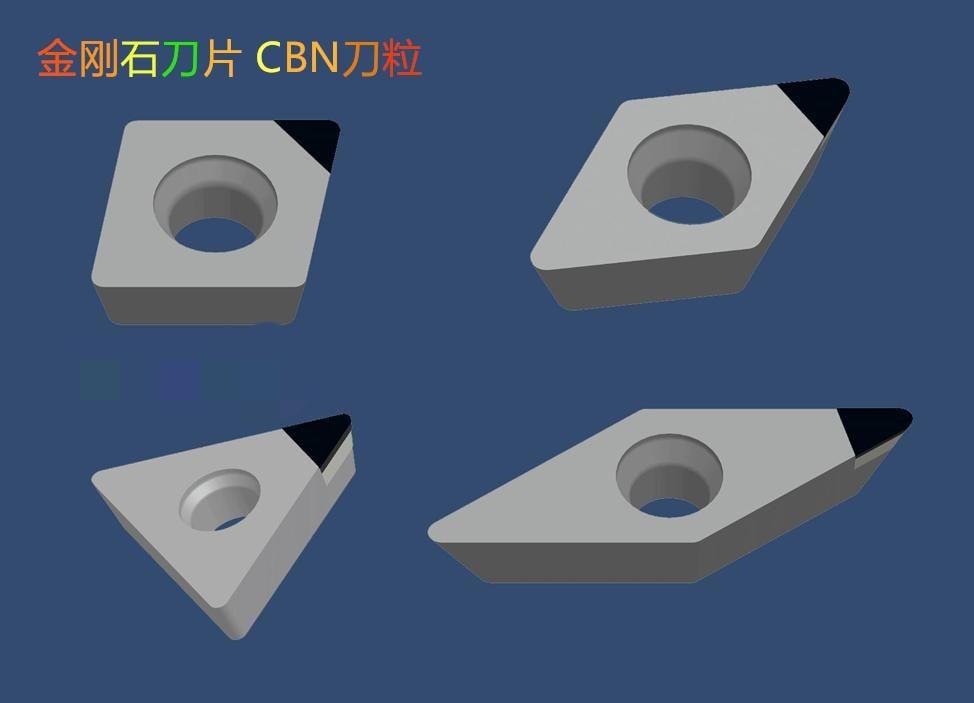
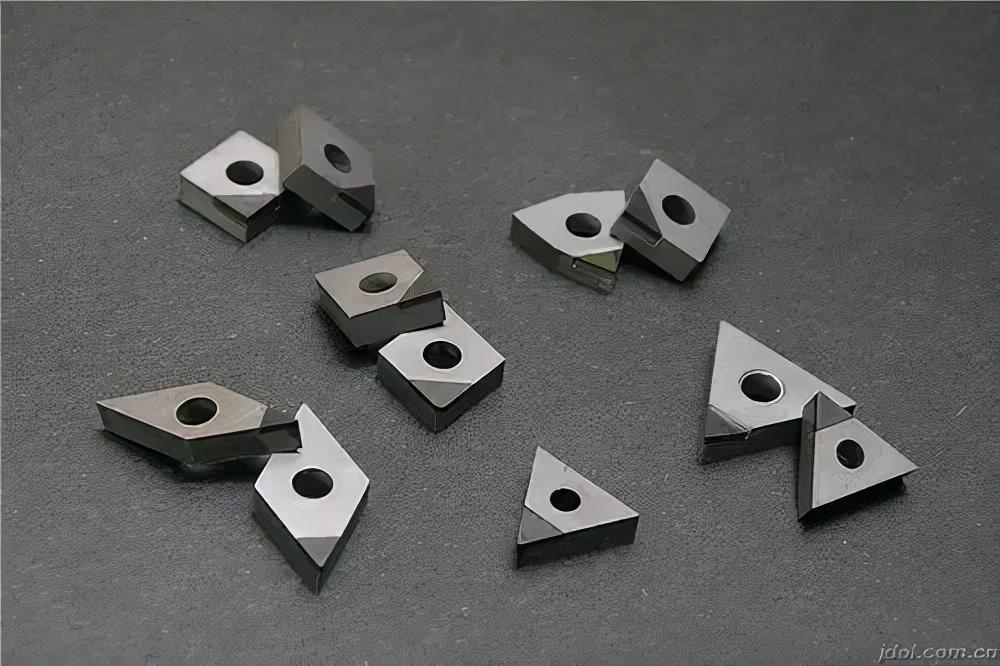
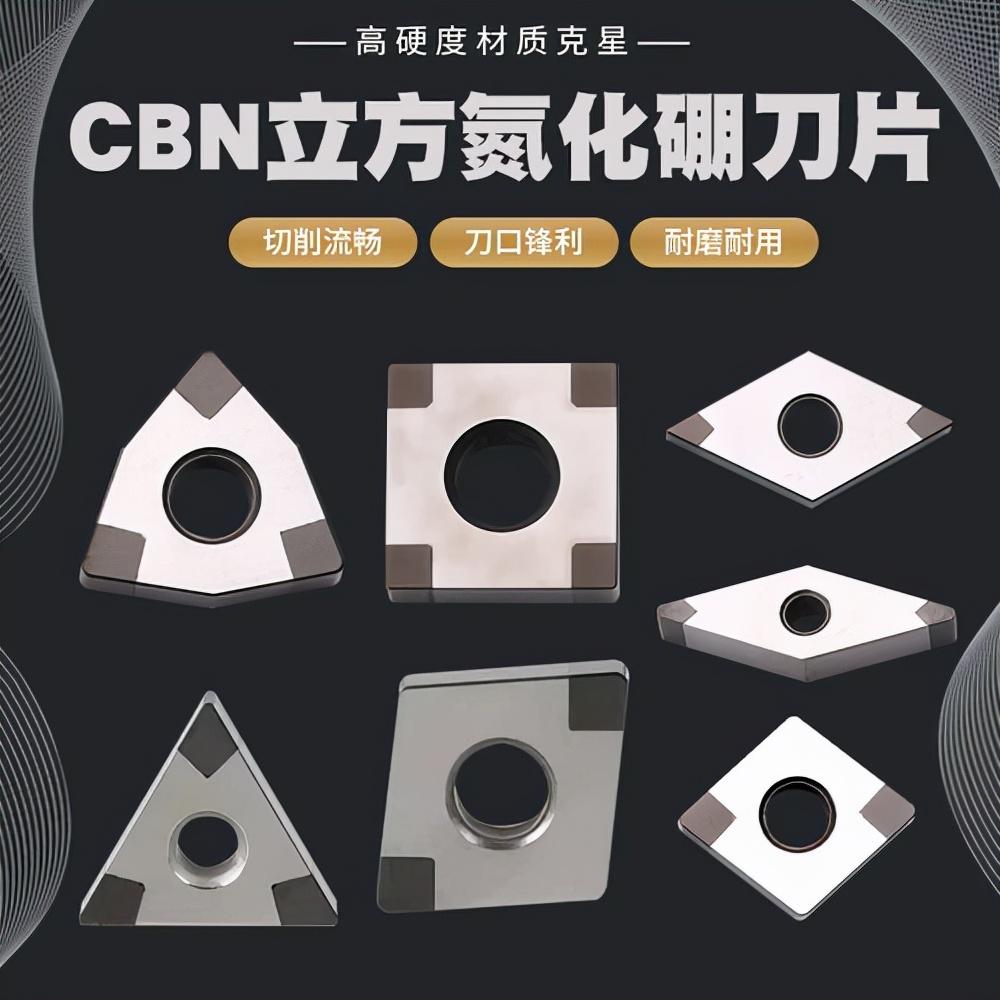
CBN là vật liệu tổng hợp nhân tạo có độ cứng cao, độ cứng của nó có thể đạt 7300~9000HV, độ cứng và khả năng chống mài mòn của nó chỉ đứng sau kim cương, có độ cứng nhiệt độ cao tuyệt vời, so với công cụ cắt gốm, khả năng chịu nhiệt và ổn định hóa học của nó kém hơn một chút, nhưng độ bền tác động và khả năng chống vỡ tốt hơn.
Nó được áp dụng rộng rãi cho gia công cắt thép cứng cứng (trên 50HRC), sắt xám ngọc trai, gang cứng lạnh và hợp kim nhiệt độ cao, v.v. Tốc độ cắt của nó có thể được cải thiện theo thứ tự cường độ so với các công cụ cắt cacbua. Công cụ cắt PCBN (Polycrystalline Cubic Boron Nitride) với hàm lượng CBN cao có độ cứng cao, chống mài mòn tốt, cường độ nén cao và độ bền va đập tốt. Nhược điểm của nó là độ ổn định nhiệt kém và độ trơ hóa học thấp. Nó phù hợp để xử lý cắt hợp kim chịu nhiệt, gang và kim loại thiêu kết sắt. Công cụ cắt PCBN composite có hàm lượng hạt CBN thấp hơn, sử dụng gốm làm chất kết dính, độ cứng của nó thấp hơn, nhưng bù đắp cho tính ổn định nhiệt kém của PCBN với hàm lượng CBN cao và tính trơ hóa học thấp. Nó phù hợp để xử lý cắt thép cứng. Trong lĩnh vực ứng dụng cắt sắt xám và thép cứng, công cụ cắt gốm và công cụ cắt CBN có sẵn để lựa chọn đồng thời. Khi gia công cắt khô cho thép cứng, chi phí lựa chọn gốm Al2O3 thấp hơn vật liệu PCBN, vì công cụ cắt gốm có độ ổn định nhiệt hóa tốt, nhưng không bằng độ dẻo dai và độ cứng của công cụ cắt PCBN. Công cụ cắt gốm là lựa chọn tốt hơn khi cắt các phôi có độ cứng dưới 60HRC và nguồn cấp dữ liệu nhỏ. Công cụ cắt PCBN phù hợp với độ cứng của phôi trên 60HRC, đặc biệt là khi gia công tự động và gia công có độ chính xác cao.
6, Kim cương đa tinh thể (PCD)
PCD là vật liệu cắt cứng nhất, độ cứng có thể lên tới 10.000 HV, có khả năng chống mài mòn tốt nhất, nó có thể xử lý vật liệu kim loại màu mềm với tốc độ cao (1000m/phút) và độ chính xác cao, nhưng nó nhạy cảm với tác động, dễ vỡ, và có ái lực mạnh mẽ đối với sắt trong kim loại đen, dễ gây ra phản ứng hóa học, nói chung chỉ có thể được sử dụng để xử lý các bộ phận phi sắt, chẳng hạn như kim loại màu và hợp kim của nó, sợi thủy tinh, gốm kỹ thuật và cacbua và các vật liệu cực kỳ cứng khác.