English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian 简体中文
简体中文 Haitian Creole
Haitian Creole


01
Thiết bị chế biến
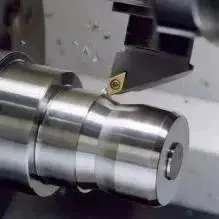
1. Máy tiện thông thường:
Máy tiện chủ yếu được sử dụng để gia công trục, đĩa, tay áo và các phôi khác có bề mặt quay. Nó là loại gia công máy được sử dụng rộng rãi nhất trong sản xuất máy móc. (Có thể đạt được độ chính xác 0,01mm)
2. Máy phay thông thường:
Nó có thể xử lý bề mặt phẳng, rãnh, cũng có thể xử lý tất cả các loại bề mặt cong, bánh răng và như vậy, và cũng có thể xử lý bề mặt loại phức tạp hơn. (Có thể đạt được độ chính xác 0,05mm)
3. Máy mài
Máy mài là một máy công cụ thực hiện gia công mài trên bề mặt của phôi. (Có thể đạt được độ chính xác 0,005mm, các mảnh nhỏ có thể đạt được 0,002mm)
4. Máy tiện CNC
Chủ yếu chế biến các sản phẩm hàng loạt, các bộ phận có độ chính xác cao, v.v. (Có thể đạt được độ chính xác 0,01mm)
5. Máy phay CNC
Chủ yếu xử lý các sản phẩm hàng loạt, các bộ phận có độ chính xác cao, các bộ phận phức tạp, phôi lớn, v.v. (Có thể đạt được độ chính xác 0,01mm)
6. Cắt dây
Dây đi bộ chậm sử dụng điện cực là dây đồng thau, dây trung gian dùng dây molypden. Độ chính xác cao của quá trình xử lý dây chậm và kết thúc bề mặt tốt. Gia công một số lỗ hoàn thiện, rãnh hoàn thiện...... (Dây đi bộ chậm có thể đạt được độ chính xác 0,003mm, dây đi bộ trung bình có thể đạt được độ chính xác 0,02mm)
7. Máy Spark
EDM có thể xử lý vật liệu và phôi hình dạng phức tạp khó cắt bằng phương pháp gia công cắt thông thường, không bị ảnh hưởng bởi độ cứng của vật liệu và không bị ảnh hưởng bởi tình trạng xử lý nhiệt. (Có thể đạt được độ chính xác 0,005mm)
02
Kiến thức về quy trình
1) Độ chính xác nhỏ hơn 0,05mm lỗ phổ phay không thể làm, cần gia công CNC; Nếu là thông qua lỗ cũng có thể cắt dây.
2) lỗ hoàn thiện (thông qua lỗ) sau khi dập tắt yêu cầu xử lý cắt dây; Lỗ mù cần gia công thô trước khi dập tắt và hoàn thiện sau khi dập tắt. Lỗ không hoàn thiện trước khi dập tắt có thể được thực hiện (để lại phụ cấp dập tắt một bên 0,2mm).
3) Khe có chiều rộng dưới 2mm cần gia công cắt dây, độ sâu khe 3-4mm cũng cần gia công cắt dây.
4) Ít nhất còn lại 0,4mm cho các bộ phận làm nguội thô và 0,2mm cho các bộ phận không làm nguội thô.
5) Độ dày của lớp mạ thường là 0,005-0,008mm, khi chế biến phải theo kích thước trước khi mạ.
03
Quy trình giờ
Giờ làm việc=giờ chuẩn bị+giờ cơ bản
Thời gian chuẩn bị là thời gian mà công nhân mất để làm quen với các tài liệu quy trình, lấy phôi thô, lắp đặt đồ đạc, điều chỉnh máy công cụ và tháo đồ đạc, v.v. Phương pháp tính toán: Ước tính dựa trên kinh nghiệm.
Thời gian cơ bản là thời gian cần thiết để cắt kim loại.
04
Phương pháp tính chi phí báo giá
Chi phí gia công=(phí vật liệu+phí gia công) * 1.2
B5-05=giá trị thông số Kd, (cài 2)
Chi phí loại thiết bị=(phí vật liệu gia công+phí gia công+phí mua sắm+phí điều chỉnh tổ hợp+phí thiết kế) * 1,2
B5-05=giá trị thông số Kd, (cài 2)
Phí vật liệu=Trọng lượng (Mật độ * Khối lượng) * Đơn giá (Nhân dân tệ/kg)
Phí xử lý=giờ làm việc * Đơn giá (RMB/giờ)
Phí mua hàng Nhật Bản (Yuan)=Giá mua (JPY)/Tỷ giá
Chi phí mua hàng nội địa được báo giá theo nhà cung cấp
Phí thiết kế=giờ làm việc * Đơn giá (RMB/giờ)
Thông tin báo giá:
1) Máy tiện: 60 RMB/giờ
2) Máy phay: 60 RMB/giờ
3) Máy mài: 60 RMB/giờ
4) Kẹp: 80 RMB/giờ
5) Trung tâm gia công: 60-120 RMB/giờ
6) Máy tiện CNC: 60-120 RMB/giờ
7) Spark máy: 80-150 RMB/giờ
8) Cắt dây chậm: 60-150 RMB/giờ; Giá khởi điểm của kiện nhỏ là 80 tệ, kiện lớn theo diện tích: 0,06 - 0,08 tệ/mm2
9) Xả lỗ tốt: thép carbon, thép vonfram, Ф0.3 và lên 1 RMB/mm, Ф0.3 và lên 2-3 RMB/mm; Ф0.3 trở lên 1.8-2 RMB/mm
10) Phí quản lý: Giá chi phí * 0,2