English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Quy trình gia công kim loại tấm: Theo cách xử lý cơ bản của các bộ phận kim loại tấm, như vật liệu, uốn, kéo dài, hình thành và hàn. Quy trình gia công kim loại tấm: Theo cách xử lý cơ bản của các bộ phận kim loại tấm, như vật liệu, uốn, kéo dài, hình thành và hàn.
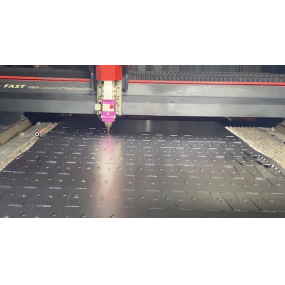
Xả: Theo cách xử lý khác nhau, xả có thể được chia thành đấm phổ biến, đấm số, cắt máy cắt, cắt laser, cắt gió. Do phương pháp xử lý khác nhau, tính công nghệ xử lý của xả cũng khác nhau. Chế độ xả kim loại tấm chủ yếu là xung số và cắt laser khi uốn vật liệu uốn cong trên vùng góc tròn của nó, lớp ngoài nhận được độ căng, lớp bên trong bị nén. Khi vật liệu có độ dày nhất định, r bên trong càng nhỏ, độ căng và nén của vật liệu càng nghiêm trọng; Khi ứng suất kéo của các góc tròn bên ngoài vượt quá sức mạnh giới hạn của vật liệu, các vết nứt và gãy sẽ được tạo ra, do đó, thiết kế cấu trúc của các bộ phận uốn cong, nên tránh bán kính góc cong quá nhỏ.
Kéo dài: bán kính góc tròn giữa đáy của phần kéo dài và tường thẳng phải lớn hơn độ dày của tấm, tức là r1t Để làm cho việc kéo dài diễn ra suôn sẻ hơn, thường lấy r1=(3~5) t, bán kính góc tròn tối đa phải nhỏ hơn hoặc bằng 8 lần độ dày của tấm, tức là r18t. Các bộ phận kéo dài có thể thay đổi độ dày của vật liệu sau khi kéo dài do kích thước ứng suất khác nhau ở mỗi nơi. Nói chung, trung tâm của đáy giữ nguyên độ ban đầu, vật liệu mỏng hơn ở góc tròn của đáy, vật liệu dày hơn ở đỉnh gần mép lồi và vật liệu dày hơn ở góc tròn xung quanh phần căng hình chữ nhật.

Hình thành: Nhấn gân trên các bộ phận kim loại dạng tấm, giúp tăng độ cứng của cấu trúc, màn trập thường được sử dụng trên các vỏ bọc khác nhau hoặc vỏ máy để đóng vai trò tản nhiệt thông gió, phương pháp hình thành của nó là cắt vật liệu bằng một cạnh của khuôn lồi, trong khi phần còn lại của khuôn lồi làm biến dạng kéo vật liệu cùng một lúc, tạo thành hình dạng nhấp nhô của một bên mở.
Hàn: Phương pháp hàn chủ yếu là hàn hồ quang, hàn xỉ, hàn khí, hàn hồ quang plasma, hàn nóng chảy, hàn áp suất, hàn lưỡi, hàn sản phẩm kim loại tấm chủ yếu là hàn hồ quang, hàn khí. Hàn hồ quang có tính linh hoạt, cơ động, ứng dụng rộng rãi, có thể hàn tất cả các vị trí; Các ưu điểm của thiết bị được sử dụng là đơn giản, độ bền tốt và chi phí bảo trì thấp. Nhưng cường độ lao động lớn, chất lượng không đủ ổn định, quyết định trình độ của người vận hành. Áp dụng để hàn hơn 3 mm thép carbon, thép hợp kim thấp, thép không gỉ và đồng, nhôm và các hợp kim không sắt khác nhiệt độ và tính chất của ngọn lửa hàn có thể được điều chỉnh, nguồn nhiệt hàn hồ quang rộng hơn vùng ảnh hưởng nhiệt, nhiệt không tập trung như hồ quang, năng suất thấp được áp dụng cho cấu trúc tường mỏng và hàn các bộ phận nhỏ, có thể hàn thép, gang, nhôm, đồng tấm kim loại trường hợp kiểm tra tiêu chuẩn chấp nhận, trang web chấp nhận có thể được đưa đến nơi trong nhà máy sản xuất hoặc bên A chỉ định sản phẩm, kết quả của nó phải phù hợp, và kết quả cuối cùng đến mặt đất là kết quả cuối cùng.
Tiêu chuẩn chấp nhận:
1. Bề mặt đáy hộp và các mặt phẳng khác là 1mm.
2. Độ thẳng đứng của mặt tiền trước và sau của hộp hoặc mặt tiền bên trái và bên phải của mặt tiền đáy tương đối là 1mm.
3. Độ song song của mặt trên và mặt dưới của bảng điều khiển là 0,5mm, và độ thẳng đứng của mặt bên và mặt dưới là 0,5mm.
4. Sau khi bảng điều khiển được nạp vào hộp, nó phải thẳng đứng và ngay ngắn. Độ thẳng đứng của mặt bên và mặt dưới của hộp là 0,5mm, và độ song song của mặt dưới và mặt dưới của hộp là 0,5mm.
5. Lắp đặt bảng mạch hoặc hộp máy, cần lắp ráp bảng mạch mô phỏng dụng cụ hoặc hộp máy, dụng cụ nên được trơn tru khi được nạp vào và rút ra khỏi hộp cắm, sau khi được nạp vào hộp cắm, nó phải phù hợp và ổn định, không có hiện tượng lỏng lẻo trôi nổi. Các khớp nối được kết nối cứng phải được đối chiếu chính xác và không bị chặn bất thường khi chèn, rút.