English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

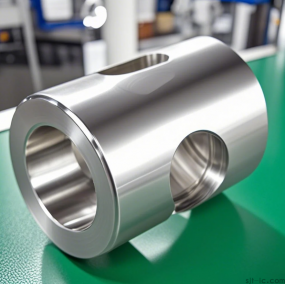
Các nhà sản xuất chế biến bộ phận dập sử dụng thiết bị dập, tất cả đều có tác dụng độc đáo của nó, tất cả đều cần bảo vệ hàng ngày của nhà máy, kéo dài tuổi thọ của nó, vậy làm thế nào để chúng ta bảo vệ hàng ngày của bộ phận dập tốc độ cao? Nhà máy dập cho anh xem một chút:
1, khoảng trống trên lưỡi dao nhỏ hơn 0,02mm hoặc sản lượng hàng tháng của bộ phận dập 50.000 miếng với tổng sản lượng hơn 1 triệu miếng của bộ phận dập tốc độ cao chết, cú đấm của nó là dễ dàng hơn để phá vỡ và mặc, chúng ta nên lập kế hoạch để nhanh chóng thay đổi cấu trúc, cú đấm của tấm xả rỗng đơn phương+0,01mm trượt phù hợp. Lưỡi dao dưới phải làm linh kiện, lưỡi dao dễ chặn và khối hoạt động được quy hoạch thành hình ốc vít khóa vào, đồng thời tấn công răng mô hình hoặc thêm lỗ thủng vào đệm dưới.  2, Đối với độ dày tấm nhỏ hơn (bao gồm) 0.3 hoặc sản xuất các bộ phận dập sản lượng hàng tháng của 50.000 mảnh tổng sản lượng hơn 1 triệu mảnh của các bộ phận dập tốc độ cao chết, depressing tấm và khuôn thấp hơn để lập kế hoạch hướng dẫn phụ trợ.
2, Đối với độ dày tấm nhỏ hơn (bao gồm) 0.3 hoặc sản xuất các bộ phận dập sản lượng hàng tháng của 50.000 mảnh tổng sản lượng hơn 1 triệu mảnh của các bộ phận dập tốc độ cao chết, depressing tấm và khuôn thấp hơn để lập kế hoạch hướng dẫn phụ trợ.
3, tốc độ cao dập trên đường kính nhỏ hơn 2.0 tròn xung hoặc thích hợp cạnh dài ít hơn 1,5 đặc biệt đấm để bổ sung sức mạnh hoặc làm hỗ trợ đấm, khi cần thiết trong tấm depressing để làm thứ cấp hỗ trợ chèn.
4, tốc độ cao dập trên đường kính nhỏ hơn 1,2 của lỗ tròn hoặc chiều dài cạnh nhỏ hơn 1,2 của lỗ hình dạng đặc biệt trong tấm xả phải được chèn, ngăn chặn lập kế hoạch đấm lỗ hỗ trợ (đơn thẳng+0,01~0,015mm, vị trí chốt của tấm xả và ngăn chặn).
5. Kích thước ghế chết của các bộ phận dập tốc độ cao phải phù hợp với mặt bàn đấm, chiều cao khuôn đóng và các thông số khác.
Bài viết này xuất phát từ Công ty TNHH Khuôn mẫu EMAR, để biết thêm thông tin về EMAR, vui lòng nhấp vào: www.sjt-ic.com,