Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. is one of the leading professional manufacturers of precision metal parts in China, established in 2006. It mainly undertakes business such as CNC Machining parts, metal stamping parts, and sheet metal processing.
Metal stamping is a metal processing method that is built on the basis of plastic deformation of metal. It uses molds and stamping equipment to apply pressure to the sheet metal, causing plastic deformation or separation of the sheet metal, thereby obtaining parts (stamped parts) with certain shape, size, and performance. Stamping forming technology plays an important role in the manufacturing process of automotive bodies.
Metal stamping can be used to process shallow concave metal shapes, and the processing requirements for molds are relatively high, and this process is only suitable for large-scale production. This process has high precision in processing and there is no significant change in material thickness. When the ratio between depth and diameter decreases, the machining process is very similar to deep drawing, and neither of these machining processes significantly reduces the thickness of the material.
Mass production of parts requires the comprehensive use of multiple forming and cutting processes on the basis of progressive tools. A series of molds are essential in rapid processing. During the process of machining parts, it is sometimes necessary to perform a second operation on the previously formed parts. Some parts may require 5 or more operations, which reflects the quantity of processes. This process can process metal sheets into cylindrical, conical, and hemispherical shapes. The frequent combination of stamping and pressing in the process gives the entire design a wide range of choices, such as when machining flange edges, asymmetric wheels, and shapes with perforations, the distinctive features of this process are prominent.
Technical Description 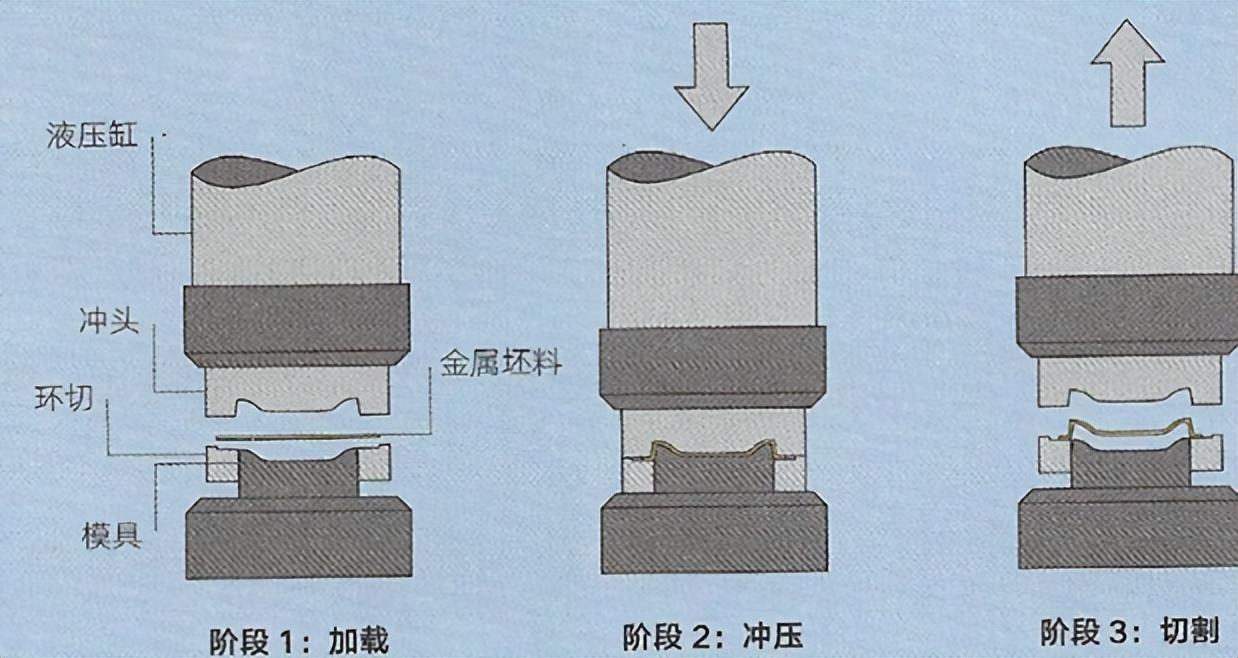
Metal stamping is a specific process carried out on a punching machine, which transfers power to the punch through a hydraulic cylinder or mechanical device (such as a cam press). In general, hydraulic cylinders are chosen because they have uniform pressure throughout the entire stamping cycle, and those using mechanical devices also have a place in the metal processing industry.
Punches and molds are specialized and generally only perform a single operation of forming or punching. In operation, metal billets are usually loaded onto the workbench. Then clamp the punch and complete the forming process of the part in one stroke.
After the molding is completed, the stripper moves up and ejects the part, at which point the part is removed. Sometimes part forming is a continuous process, and after processing, it also needs to go through a stamping process. This is commonly known as the continuous mold processing and forming process.
Under these processing conditions, the metal parts processed are transferred to the next stage of processing on the workbench. This process can be operated manually or through transfer tracks. Most systems are automated and maintain high speeds for processing. The next step may involve pressure processing, stamping, curling, or other secondary processing.
The typical application of stamping processing is very extensive. The vast majority of large-scale metal processing processes in the automotive industry are stamping or extrusion, including car bodies, door linings, and trim.
This process is used for the processing of metal camera bodies, mobile phones, TV casings, household appliances, and MP3 players. Kitchen and office equipment, tools, and knives also use this process. The external shape and internal structure of the parts can be processed using this process.
Small batch production of parts using related processes is achieved through sheet metal processing, metal spinning, or bending forming. These processes can produce shapes similar to metal stamping, but require relatively high labor skills.
Although stamping and deep drawing processes are similar, there are still significant differences. When the depth of the part is greater than 1/2 of the diameter, the part must be elongated to reduce the wall thickness. This requires gradual and slow operation to avoid excessive stretching and tearing of the material.
Superplastic forming can use simple operations to produce larger and deeper parts. However, this processing is limited to aluminum, magnesium, and titanium, as it requires the material to have superplasticity.
The metal profiles formed by processing quality combine the ductility and strength of the metal materials of the parts, enhancing rigidity and brightness.
If the surface effect requirements are not particularly strict, the parts only need to be slightly treated with burrs after deformation. Sandblasting is used to reduce surface roughness. Parts can also be further processed through powder spraying, painting, or electroplating.
These are methods for quickly and accurately manufacturing shallow concave shapes using sheet metal. Circles, squares, and polygons can use this process.
Thin walled parts can enhance the strength of the parts by adding ribs, and this can reduce weight and processing costs. Choosing a suitable mold can process profiles with composite curves and complex surfaces. A similar process to complete this job is sheet metal processing, but requires highly skilled workers. Soft molds can be applied to sheet metal processing and metal stamping. One side of this mold is made of rigid rubber, which can apply sufficient pressure to form a metal billet on the punch.
Design considerations: Stamping is carried out on a vertical axis. Therefore, the concave angle is formed in the second stamping. Secondary stamping includes pressure deformation, cutting extension, and curling.
The first stamping operation can only reduce the diameter of the defective material by 30%. Continuous operation can reduce the diameter by 20%. This means that the processing of some parts requires a certain number of continuous stamping.
In deep drawing technology, the process is often limited by the processing capacity of the machine. The size of the machine bed determines the size of the billet, and the stroke determines the stretching length. The processing cycle is determined by the stroke and the complexity of the parts.
The thickness of stamped stainless steel ranges from 0.4 to 2mm, and it is possible to process up to 6mm thick plates, but it will be affected by the shape and shape.
Many metal sheets, such as carbon steel, stainless steel, aluminum, magnesium, bowl, copper, brass, and zinc, can be processed using this process.
The processing cost is relatively high due to the need for high-strength metal molds during processing. Semi rigid rubber molds have lower costs, but still require single-sided metal tools and are only suitable for small batch production.
The processing cycle is very short, and 1 to 100 parts can be processed within 1 minute. Replacing and setting up molds requires a certain amount of time.
The labor cost is relatively low due to the high degree of automation. Polishing and polishing will significantly increase labor costs.
All waste materials can be recycled due to environmental impact. Durable items can be produced using metal stamping technology.