Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. is one of the leading professional manufacturers of precision metal parts in China, established in 2006. It mainly undertakes business such as CNC Machining parts, metal stamping parts, and sheet metal processing.
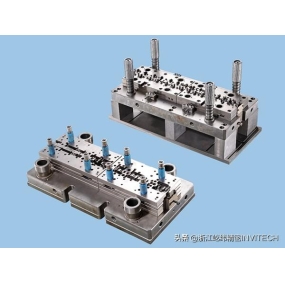
In the era of rapid technological updates, stamping companies need to continuously improve their existing production processes in order to better produce products that meet customer satisfaction, even exceed customer expectations, improve production efficiency, and have stronger market competitiveness. Below, we will introduce 7 things to pay attention to in metal stamping processing.

Stamping processing
1. The edge value should be appropriate
The correct selection of edge values has a significant impact on the quality of precision punched parts. Usually, the higher the edge value, the better the accuracy, and Minimum should be selected while meeting the conditions of cutting surface quality.
2. Using precision molds for processing
When there are higher requirements for the cross-sectional quality and dimensional accuracy of the workpiece, precision stamping technology can be used.
3. Reasonable mold clearance
Small clearance is the main feature of precision stamping dies, and the size of the clearance and its uniformity along the cutting edge directly affect the surface quality of the fine blanking part. The fine punching clearance is mainly determined by the thickness of the material, and is also related to the stamping profile and the material of the workpiece. The gap is too large, and the material in the deformation zone is subjected to greater tension, resulting in tensile stress, which is the cause of microcracks and tears.
4. Appropriate backpressure
Back pressure is an important factor affecting the quality of precision machined parts. Excessive back pressure can increase the load on the punch and shorten the service life of the stamping die; Too little back pressure can affect the dimensional accuracy, flatness, and shear surface quality of stamped parts. On the premise of ensuring the quality of stamped parts, it is necessary to adjust them to the lower limit as much as possible in the actual process.
5. Avoid tearing of the workpiece
Utilize the force of the blank holder and the back pressure of the ejector pin, as well as use a smaller punching gap, to prevent material tearing during the fine feeding process and ensure plastic deformation.
6. The edge pressing force should be appropriate
In order to ensure the shear quality of stamped parts, reduce power consumption, and increase the service life of the mold, it is necessary to correctly calculate and set the blank support force. If the force of the blank holder is too small, the fluid static pressure of the material in the deformation zone is low, which is not conducive to stamping. Tears will occur on the shear surface, which will affect the quality of the shear surface. If the force of the blank gripper is too large, it will generate excessive power consumption, complicate the mold structure, and shorten the service life of the mold.
7. Processing with precision punching machine
The fine feeding process requires the equipment to provide punching force, billet gripper force, and top plate force simultaneously, which is usually carried out on a dedicated press.
Zhejiang Yiwei Precision has 36 years of experience in stamping parts processing, metal stretching, and precision injection molding customization, supporting mold development and design. It can produce various automotive stamping parts, stamping stretching parts, embedded injection molding, precision injection molding parts, thinning stretching parts, and deep stretching parts. The company implements 5S on-site management, TPM equipment management, and has passed the IATF 16949 quality system certification. The manufacturing accuracy of 0.01mm products is welcome to customize with drawings and samples!