

 Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Cold work sheet metal processing is the process of cutting, shaping, connecting, and other processes around raw materials such as sheets, profiles, and pipes. It has its own processing characteristics and features, thus forming its own unique processing work content, production process, and operating standards.
The specific work content of sheet metal processing is related to the structure and complexity of sheet metal components. Generally speaking, its work content and steps mainly include the following.
Understanding sheet metal part drawings is a prerequisite for sheet metal processing. Only by understanding part drawings can we further analyze and clarify the structure of the parts, understand the shape, composition, dimensions, and relevant technical requirements of the components, and proceed with subsequent processing. Sheet metal part drawings are not only the basis for processing, but also the basis for product inspection, and are important technical documents in production.
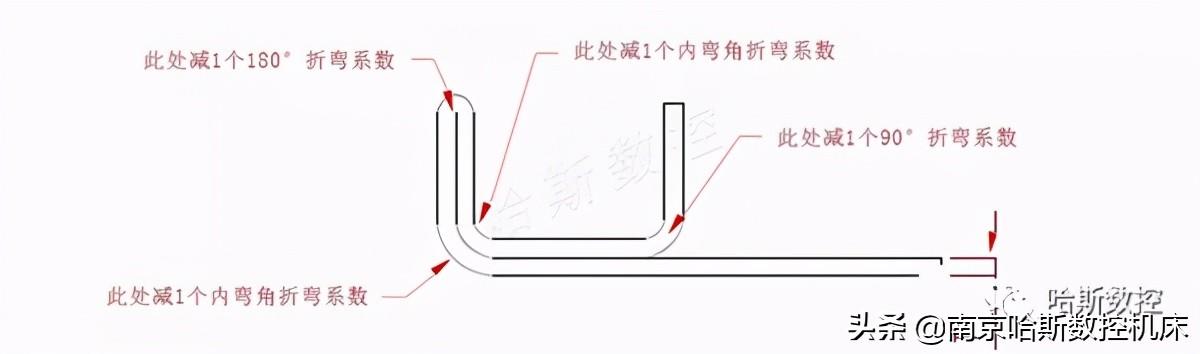
On the basis of understanding the sheet metal part drawing, the unfolding layout should be based on the material type, structural characteristics, shape, and size requirements of the sheet metal component. After analyzing and selecting the manufacturing process, appropriate processing should be carried out on the processed component (such as adding processing allowance, determining the bending radius of the neutral layer of the bent component, etc.), and necessary calculations (for parts with overly complex calculations, they can also be determined through experiments in production) and unfolding should be carried out to obtain the unfolding diagram (which is the unfolding diagram), unfolding data, marking or inspection template of all or part of the parts accurately drawn at a 1:1 ratio required in the product manufacturing process. Unfolding and layout is the first process of sheet metal processing, and essentially, it is also one of the work contents of formulating process specifications (process documents that specify the manufacturing process and operation methods of sheet metal components).
The preparation of process specifications belongs to the production technology preparation of sheet metal components, which is generally completed by engineering and technical personnel. However, in different industries and enterprises of different scales, the preparation of process specifications may vary slightly depending on the complexity of the components, or there may be situations where cold sheet metal technicians or senior cold sheet metal workers are responsible for completing them. Usually, ordinary cold work sheet metal workers only need to complete the tasks of marking (marking) the unfolded layout diagram of the processed components, making sample rods, templates, etc. based on relevant technical documents such as unfolded layout diagrams.
Panorama
3. Production and processing: Based on relevant sheet metal processing technology documents, various sheet metal processing equipment and tools are used, and various processing methods (including heat treatment, surface treatment, etc.) are adopted to manufacture products that meet the requirements of sheet metal part drawings.
Usually, the manufacturing process of sheet metal processing mainly includes the processes of material preparation, layout, processing, assembly, connection, correction, and inspection. Material preparation mainly refers to the preparation of raw materials and component blanks, including quality calculation of steel and leveling and straightening. When the size of the billet is larger than the required specifications of the raw material, splicing is also necessary, and the material preparation work includes marking, cutting, and connecting. Layout is to draw a layout diagram based on the mechanical drawing of the product, in order to determine the actual shape and size of the parts or products, in order to make a sample and use the sample to draw processing lines, various position lines, etc. (i.e. marking) on the raw materials (or blanks). Cutting is the process of separating parts or blanks from raw materials using methods such as shearing, punching, or gas cutting, based on the line shape drawn during marking. According to the different requirements of the parts, some blanks still need to undergo stamping and other methods through molds before they can be processed and formed. During forming, it can be divided into bending forming and pressing forming according to different properties, and further divided into cold working forming and hot pressing forming according to different temperatures during forming.
The assembly and connection of steel structures involves assembling various steel structural components into parts or products, and connecting them as a whole using welding, riveting, bolt connections, and other methods. The entire assembly process of steel structures must undergo meticulous and rigorous quality inspections to prevent any impact on product quality caused by unqualified materials, incorrect process specifications, or parts or components that do not meet tolerance requirements entering the assembly.
When deformation is found in parts, components, and products during inspection, certain corrective work is usually carried out, which is also an important characteristic of steel structure manufacturing technology.
Finally, in order to improve the anti-corrosion, wear-resistant, decorative and other functions of the component surface, the components that have completed production and processing often need to undergo subsequent coating treatment (mainly electroplating, painting, etc.). In order to ensure the quality of each processing step and the finished product of the components, strict inspection systems must also be implemented (including self inspection by the processor itself and specialized inspection by dedicated inspectors).
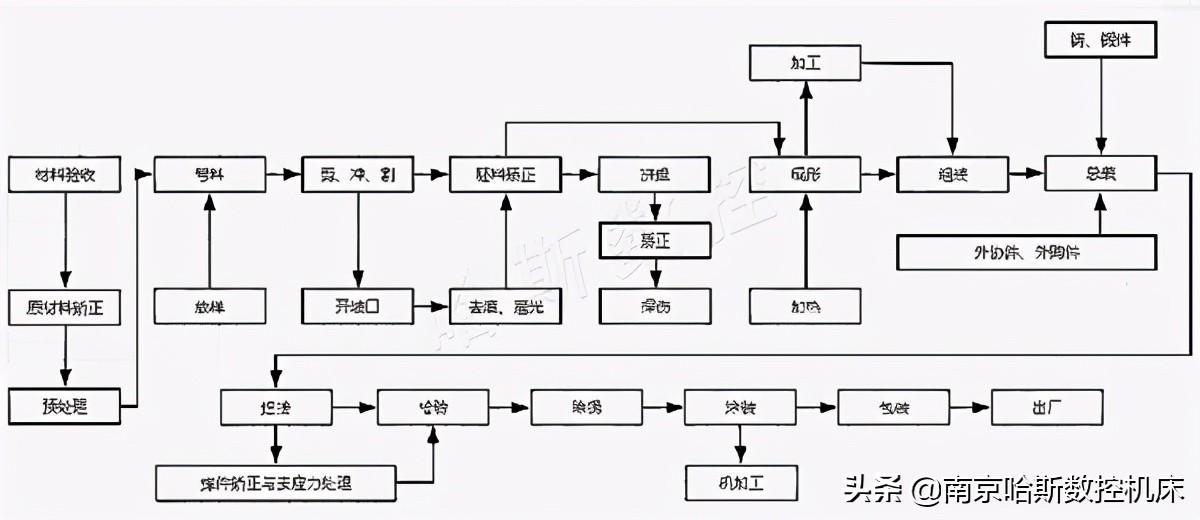
The process flow of sheet metal processing refers to the entire process of gradually changing the shape, size, material properties, or assembly and welding of parts in a certain order during the production process, until a sheet metal part that meets the shape and size requirements is manufactured. For a more complex structural part, its production and processing generally need to go through many processes such as material preparation, unfolding and layout, cutting blanks, forming, and assembly to be completed. Due to the fact that cold work sheet metal processing is often combined with welding, metal cutting, heat treatment, and inspection processes to form a complete product manufacturing process, its processing flow often includes the above processing steps, as shown in the flowchart below.
 Process Diagram
Process Diagram
The process flow is an important technical document that guides the entire component processing flow, organizes and manages production and processing. For parts processing that is not completed in one workshop or even one factory, it is also an important basis for the flow of processes, division of labor and cooperation, and mutual connection and cooperation among various workshops.
Due to the fact that the process flow is the entire route specified for each component in the component from raw materials to the completion of the entire component, it is also known as the process route.
The process specification for sheet metal processing specifies the processing flow of parts, while the specific processing content is guided and controlled by the process specification.
The process specification is a technical document that guides the production process of parts. It is selected by process technicians based on the requirements of product drawings, the characteristics of the workpiece, the production batch, and the existing equipment and production capacity of the enterprise. After careful comprehensive analysis and comparison of several possible process schemes, the optimal process scheme is technically feasible and economically reasonable. In the technical document, the blank used for the part, its processing method, and specific processing dimensions are specified; The nature, quantity, sequence, and quality requirements of each process; Equipment models and specifications used in each process; The form of processing tools (such as auxiliary tools, cutting tools, molds, etc.) used in each process; Quality requirements and inspection methods for each process. Generally speaking, for a large and complex sheet metal structural component, sheet metal work often requires the cooperation of professional workers such as welders and crane operators. For sheet metal components that are directly processed using pressure processing techniques (such as presses, hydraulic presses, etc.), it is often referred to as stamping work; For the processing technology that uses welding for component assembly, it is often referred to as welding technology, while for the assembly process that requires both mechanical processing and welding, riveting and other processing technologies, it is directly referred to as assembly technology or riveting technology.
It should be noted that the process specifications are not fixed and need to be continuously improved and perfected in production practice. Their rationality varies depending on different enterprises, production conditions, and even the technical level of different operators. However, a general principle is that the preparation of process procedures should ensure progressiveness in technology, feasibility in process, and rationality in economy, while maintaining good working conditions.
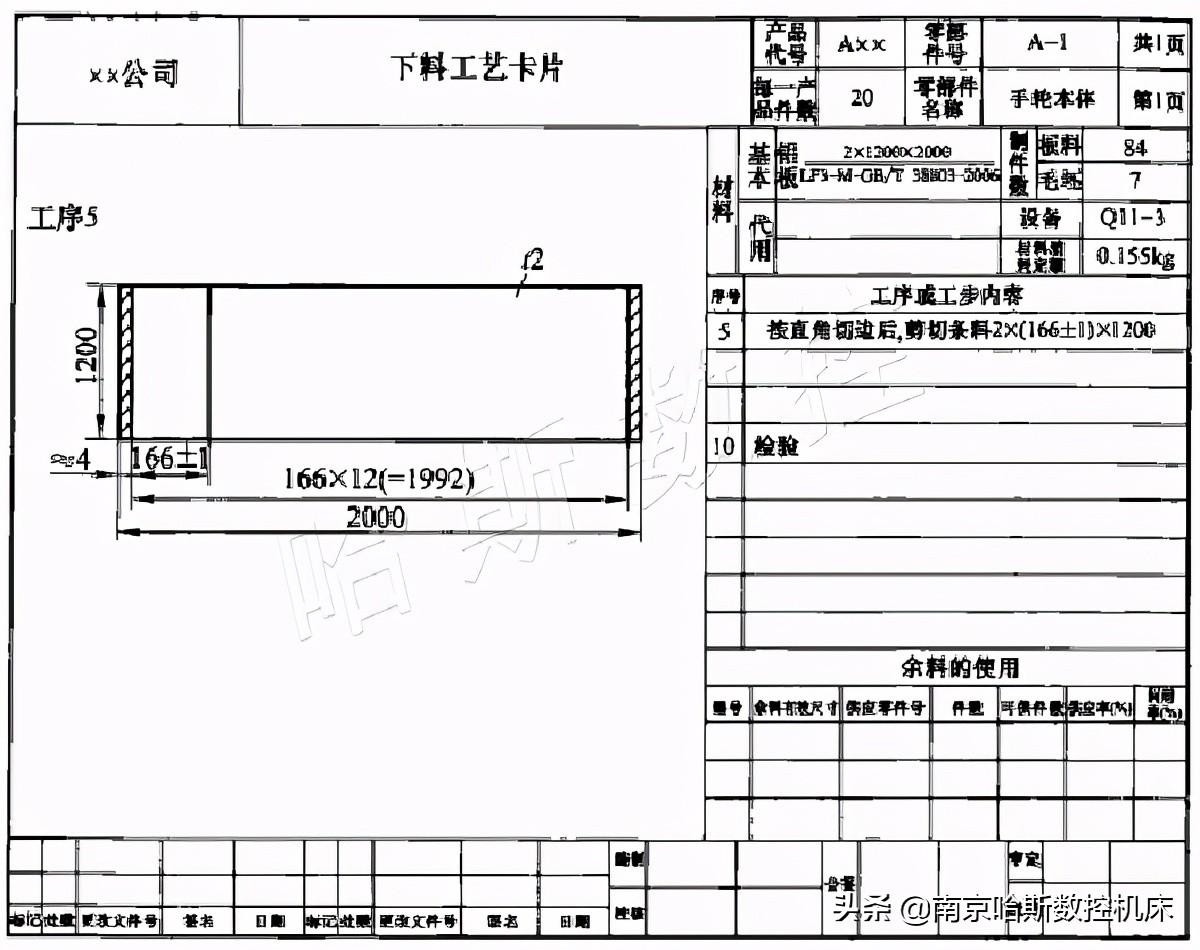
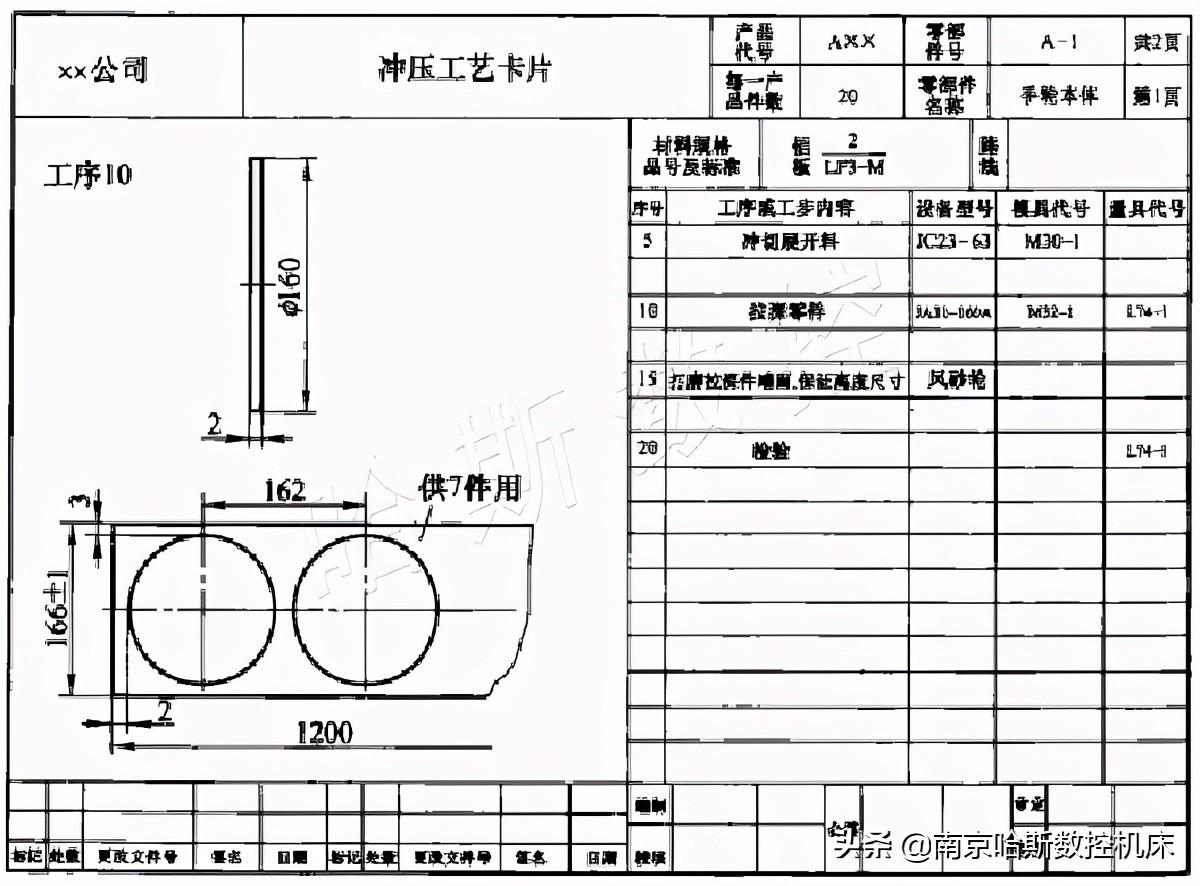
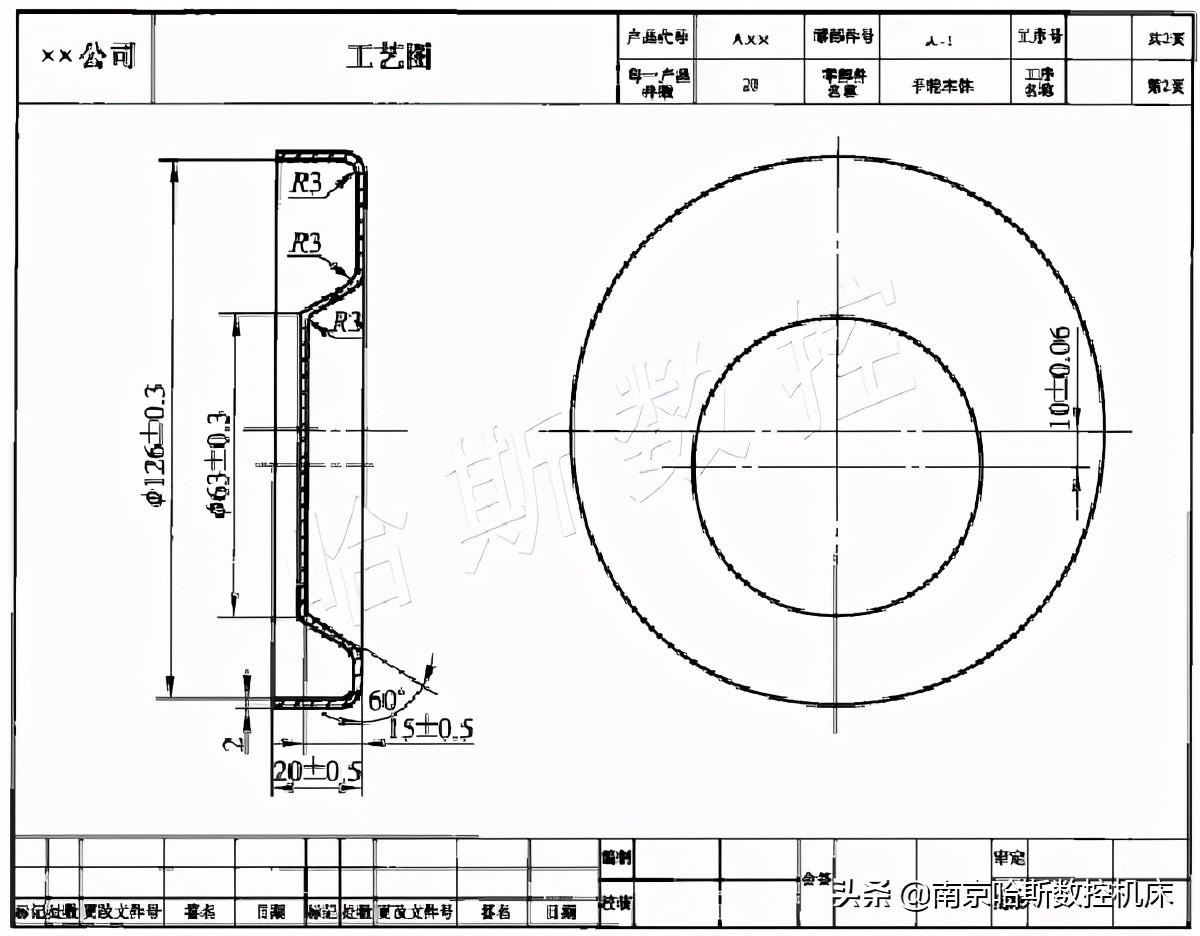
As shown in the process diagram, the part is the handwheel body of a certain enterprise's product, made of 2mm thick LF3-M (5A03). The production batch is large, and it is required that after the part is formed, there is no obvious thinning of material thickness or cracking after inspection. The cutting and cutting process card in the picture is the cutting and cutting process. As the parts are mainly completed by using a press machine with corresponding molds, the subsequent processing is called stamping processing. The stamping process card and process diagram in the picture are the stamping processing technology of the part.
The reason for implementing code management for molds and measuring tools (gauges, samples) in the process card is to facilitate the production and technical management needs of molds and measuring tools. Similarly, for the needs of production and technical management, some enterprises usually arrange the cutting of stamping parts and other materials as an independent workshop, and their stamping processing operation manuals are also collectively referred to as cutting cards. Some companies, based on their own characteristics, may integrate the cutting of stamping parts with the stamping workshop, and in this case, the cutting card and stamping card may also be combined into one.
 Cutting Process Card
Cutting Process Card
 Stamping Process Card
Stamping Process Card
 Process Diagram
Process Diagram
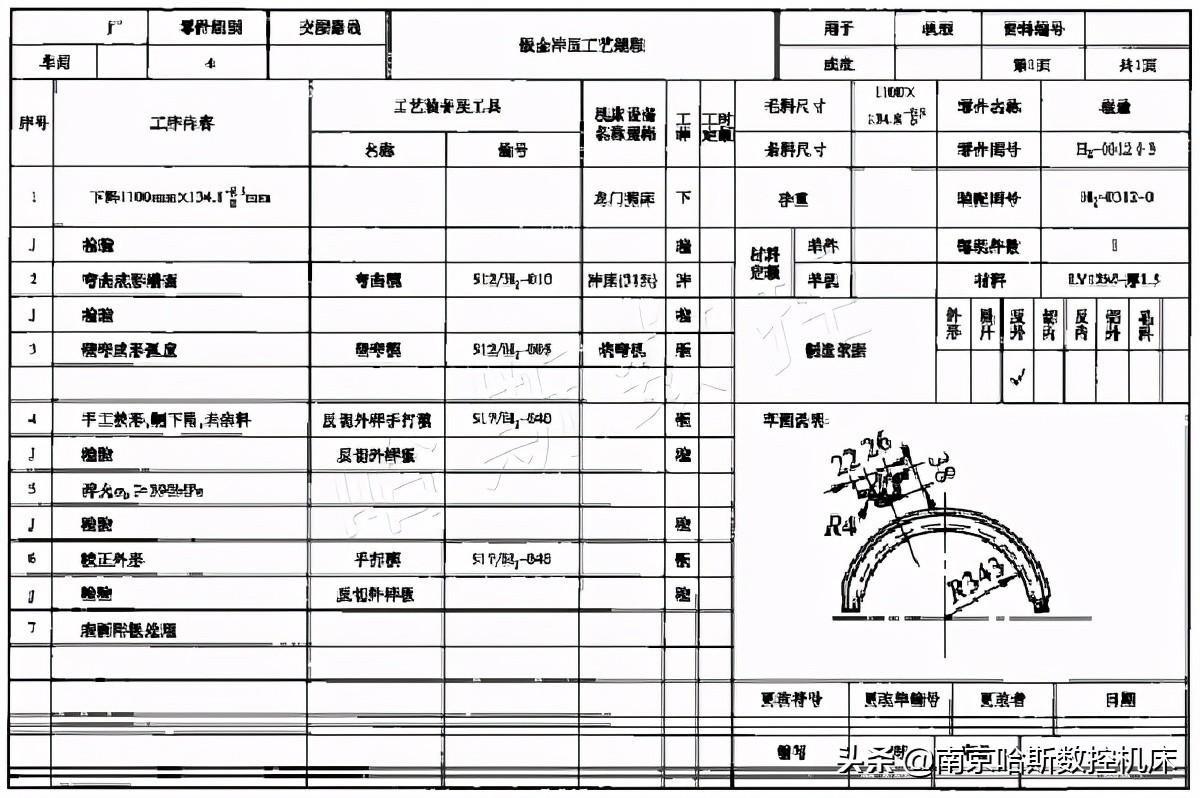 Sheet Metal Stamping Process Specification
Sheet Metal Stamping Process Specification
Generally speaking, when it comes to the processing technology of all sheet metal parts, it is often not completed by a single cutting and stamping workshop. Many parts may also be interspersed with mechanical processing, heat treatment, surface treatment, etc. Cross workshop and cross department operation guidance is controlled by their corresponding process specifications. However, in different industries, due to differences in production products and processing habits, especially when processing sheet metal components with low professional technical requirements and low complexity, a comprehensive process specification is often compiled to guide production. The sheet metal stamping process specification is the stamping process specification for the frame edge (made of 1.5mm LF12M material) on a certain enterprise's product.









