Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


01
Processing equipment
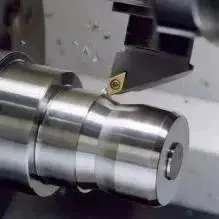
1. Ordinary lathe:
Lathes are mainly used for machining shafts, discs, sleeves, and other workpieces with rotating surfaces, and are the most widely used type of machine tool in mechanical manufacturing. (Can achieve an accuracy of 0.01mm)
2. Ordinary milling machine:
It can process flat surfaces, grooves, as well as various curved surfaces, gears, etc., and can also process more complex profiles. (Can achieve an accuracy of 0.05mm)
3. Grinding machine
A grinder is a machine tool that grinds the surface of a workpiece. (Can achieve an accuracy of 0.005mm, small parts can achieve 0.002mm)
4. CNC lathe
Mainly processing bulk products, high-precision parts, etc. (Can achieve an accuracy of 0.01mm)
5. CNC milling machine
Mainly processing bulk products, high-precision parts, complex parts, large workpieces, etc. (Can achieve an accuracy of 0.01mm)
6. Wire cutting
The electrode used for slow wire is brass wire, and the middle wire is molybdenum wire. Slow wire processing has high precision and good surface smoothness. Process some precision holes, precision grooves, etc. (Slow wire can achieve an accuracy of 0.003mm, medium wire can achieve an accuracy of 0.02mm)
7. Spark machine
Electric discharge machining can process materials and complex shaped workpieces that are difficult to cut using ordinary cutting methods, without being affected by material hardness or heat treatment conditions. (Can achieve an accuracy of 0.005mm)
02
Process knowledge
1) Holes with an accuracy less than 0.05mm cannot be milled and require CNC Machining; If it is a through-hole, it can also be wire cut.
2) The precision holes (through holes) after quenching require wire cutting processing; Blind holes require rough machining before quenching and precision machining after quenching. Non precision holes can be made in place before quenching (leaving a quenching allowance of 0.2mm on one side).
3) Grooves with a width of less than 2mm require wire cutting processing, and grooves with a depth of 3-4mm also require wire cutting processing.
4) The minimum allowance for rough machining of quenched parts is 0.4mm, and the allowance for rough machining of non quenched parts is 0.2mm.
5) The thickness of the coating is generally 0.005-0.008mm, and it should be processed according to the pre plating dimensions.
03
Process working hours
Process time=preparation time+basic time
Preparation time refers to the time consumed by workers to familiarize themselves with process documents, collect blanks, install fixtures, adjust machine tools, dismantle fixtures, etc. Calculation method: Estimate based on experience.
The basic time is the time consumed to cut off the metal.
04
Quotation cost calculation method
Processing cost=(material cost+processing cost) * 1.2
The coefficient of 1.2 includes management fees
Equipment cost=(processing material cost+processing cost+purchase cost+assembly and debugging cost+design cost) * 1.2
The coefficient of 1.2 includes management fees
Material cost=weight (density * volume) * unit price (yuan/kg)
Processing fee=process hours * unit price (yuan/hour)
Japanese procurement cost (yuan)=purchase price (yen)/exchange rate
The cost of domestic procurement shall be based on the supplier's quotation
Design fee=working hours * unit price (yuan/hour)
Quotation information:
1) Lathe: 60 yuan/hour
2) Milling machine: 60 yuan/hour
3) Grinding machine: 60 yuan/hour
4) Fitter: 80 yuan/hour
5) Machining center: 60-120 yuan/hour
6) CNC lathe: 60-120 yuan/hour
7) Spark machine: 80-150 yuan/hour
8) Slow wire cutting: 60-150 yuan/hour; Starting at 80 yuan for small items, 0.06-0.08 yuan/mm2 for large items by area
9) Fine hole discharge: Carbon steel, tungsten steel, 1 yuan/mm for materials with a diameter of 0.3 or more, 2-3 yuan/mm for materials with a diameter of 0.3 or less; 0.3 and above, 1.8-2 yuan/mm
10) Management fee: Cost price * 0.2