Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

Hello everyone, in our machining industry, there has always been a headache problem, which is the error rate of operation. I think any friend in the machining industry has a deep understanding of this issue.
I spent some time organizing the standard process of CNC operation today. If we follow this process, I think it can reduce a lot of unnecessary errors.
Leaders or friends who are new to the industry can collect it, print it out, and hang it on the machine tool.

1. Preparation
Prepare the necessary tools, equipment, etc. The first thing to do at work every day is to check whether the various parameters of the machine tool are normal, such as whether there is any abnormal noise when starting up, whether the various components of the machine tool can operate normally, whether the lubricating oil, spindle oil, etc. are normal and free of turbidity, and to prepare a checklist for the machine tool. If there is a processing handover, it is best to hand it over in written form rather than verbally to prevent mutual buck passing.
2. Power on
Before starting up, the machine tool must be returned to its original position. If the machine has not been running for a long time, run the warm-up program for 5 to 10 minutes after starting up. The speed and feed rate gradually increase from 20% to 80% until the machine preheating is completed.
3. Program sheet
Before processing, it is necessary to carefully read the program sheet and drawings, confirm that the processing job number is the same and the size is the same, and place the workpiece direction according to the program sheet.
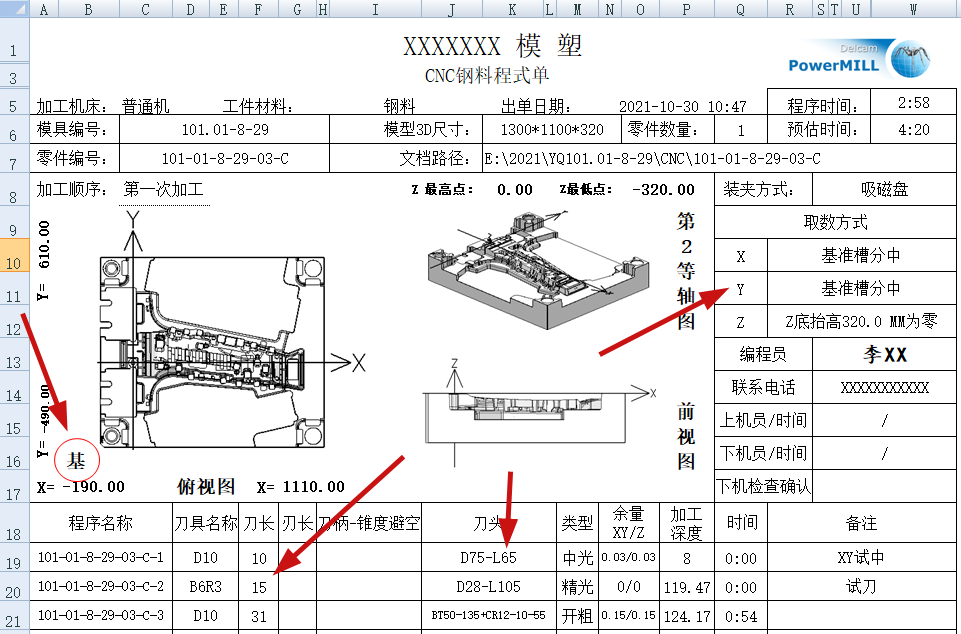 Processing Program Sheet
Processing Program Sheet
4. Before boarding the machine
Before the workpiece is put on the machine, the workbench should be cleaned thoroughly. If there are burrs on the workpiece, it should be cleaned with a file and wiped clean of dust, oil stains, water stains, etc.
5. Table printing
When making a table, it is important to note that if it is a smooth material, the parallelism, perpendicularity, and levelness of the material should be checked, and the workpiece angle ruler should be confirmed before calibrating the table.
6. Score in the middle
During the division, the reference angle on the program sheet should be clearly seen. After the division is completed, it should be checked again, and if necessary, the team leader or colleagues should check each other.
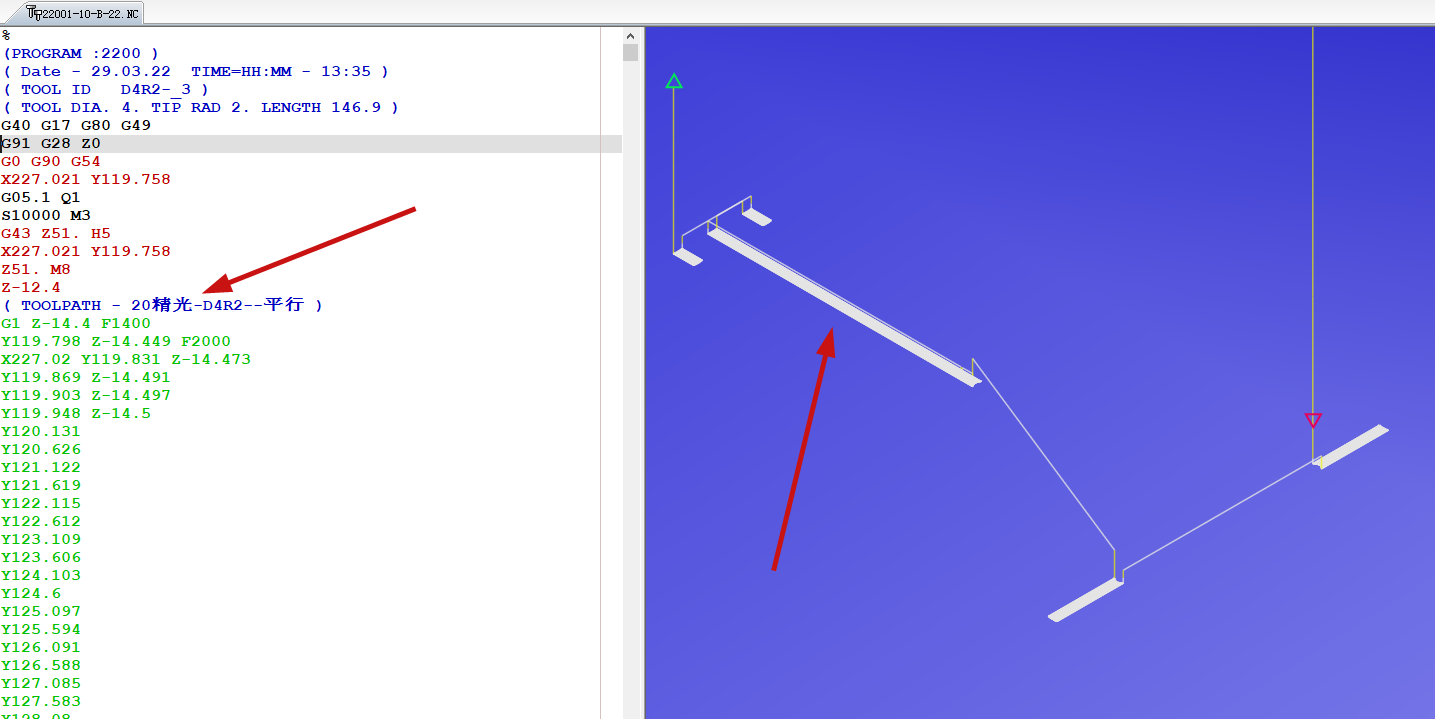
7. Simulation
Before starting each program, the simulation of the tool path should be checked to ensure that there are no problems with the program during processing. At the beginning of processing, the feed rate should be set as a base or run in a single section. After the tool enters normally, the rate should be increased and the first cut should be made to confirm whether the depth and cutting position are correct. If there are any problems, the processing should be stopped immediately.
8. Processing process
During the machining process, it is necessary to closely monitor the wear of the tool particles or cutting tools, grind the tools in a timely manner, and replace the tool particles to avoid tool breakage or damage to the tool holder. After the processing is running normally, prepare for the next program or workpiece and arrange the processing time reasonably.
9. Completion self inspection
① After the workpiece is processed, the first step is self inspection, and only after passing the inspection can it be removed from the machine. Then place the workpiece in the processed area.
② When processing errors are found, please immediately notify the on-site person in charge.
10. 6S specification
Operators should place tools and workpieces in appropriate positions throughout the entire work process, and keep the area clean and tidy, truly achieving "organization, rectification, cleaning, cleanliness, literacy, and safety".
11. Handover
Before leaving work, it is necessary to hand over the work to the next operator based on the program sheet, clarify where it has not been done, what needs attention, and what is urgent, and keep records.
The above is my understanding of the CNC Machining process. If you have any better processes or error prevention measures, please leave a message to discuss and make progress together.