Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

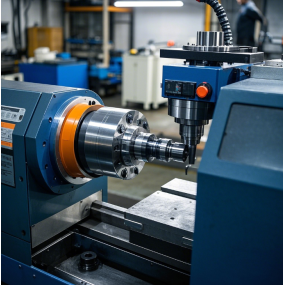
Milling and turning have opposite motion modes. It uses rotating multi person cutting tools to perform rotational motion to cut workpieces, making it an efficient machining method. During milling, the tool rotates (main motion) and the workpiece moves (feed motion). The workpiece can also be fixed, but at this time, the rotating tool must also move, that is, the tool completes both the main motion and feed motion simultaneously. Milling is generally carried out on milling machines or boring machines, suitable for machining flat surfaces, grooves, various forming surfaces such as flower keys, gears, threads, and special profiles of molds.
 Precautions for milling operation:
Precautions for milling operation:
(1) When milling irregular workpieces and using pliers, indexing heads, or specialized fixtures to hold workpieces, the center of gravity of the irregular workpiece and the pliers, indexing heads, specialized fixtures, etc. should be placed in the middle of the workbench as much as possible to avoid uneven force on the workbench and deformation;
(2) During fast or automatic feed milling, it is not allowed to push the worktable to both ends to avoid damaging the screw rod;
(3) It is not allowed to use motorized knife alignment, and knife alignment should be done manually;
(4) When reversing the workbench, the reversing handle must be stopped in the middle position before reversing, and direct reversing is not allowed;
(5) When milling keyway shafts or cutting thin workpieces, be careful not to damage the dividing head and worktable during milling;
(6) When milling a flat surface, it is necessary to use a tool head with four or more cutting heads, choose the appropriate cutting amount, and prevent the machine tool from generating vibration during milling.
The characteristic of milling is that each tooth of the milling cutter intermittently cuts periodically, and the thickness of each tooth varies during the cutting process. The feed rate of each tooth represents the relative displacement of the workpiece during each tooth rotation of the milling cutter.