Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

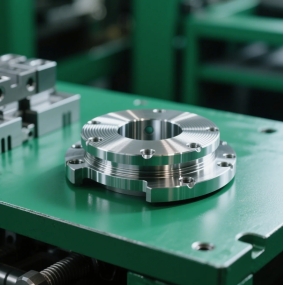
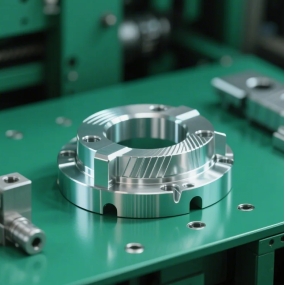
Grinding is the process of machining the surface of a workpiece using abrasive or grinding tools (such as grinding wheels) that rotate at a high linear velocity. Grinding processing belongs to precision machining in machinery, with low processing volume and high accuracy. Grinding is used to process special and complex forming surfaces such as inner and outer cylindrical surfaces, conical surfaces, flat surfaces, threads, splines, gears, etc. of workpieces. Due to the high hardness of abrasive grains and the self sharpening nature of grinding tools, grinding can be used to process various materials, including quenched steel, various alloy steels, hard alloys, glass, ceramics, marble and other high hardness metal and non-metal materials. Grinding is divided into outer circle grinding, inner circle grinding, flat grinding, and centerless grinding. External cylindrical grinding is mainly carried out on external cylindrical grinding machines to grind the outer cylinder of shaft type workpieces. During grinding, the workpiece rotates at low speed. If the workpiece moves back and forth longitudinally at the same time and the grinding wheel feeds laterally relative to the workpiece after each single or double stroke of longitudinal movement, it is called longitudinal grinding method; If the width of the grinding wheel is greater than the length of the surface being ground, the workpiece does not need to undergo longitudinal reciprocating movement, which is called the cut in grinding method. The efficiency of the cut in grinding method is higher than that of the longitudinal grinding method. Internal cylindrical grinding is mainly carried out on internal cylindrical grinding machines, universal external cylindrical grinding machines, or coordinate grinding machines. It mainly grinds cylindrical holes, conical holes, and hole end surfaces of workpieces, and generally uses longitudinal grinding method. When grinding the formed inner surface, cutting in grinding method can be used. When grinding inner holes on a coordinate grinder, the workpiece is fixed on the worktable, and the grinding wheel not only rotates at high speed, but also undergoes planetary motion around the centerline of the hole being ground. Surface grinding is mainly used to grind flat surfaces, grooves, etc. on a surface grinder. It can be divided into two types: peripheral grinding, which uses a grinding wheel to grind the outer surface, and end face grinding, which uses a grinding wheel to grind the end face. Heartless grinding is performed on a centerless grinder to grind the outer circle of a workpiece. During grinding, the workpiece does not need to be centered or supported at the top, but is placed between the grinding wheel and the guide wheel, supported by the lower plate, and rotated by the guide wheel. When the axis of the guide wheel is adjusted to be oblique to the axis of the grinding wheel by 1-6 degrees, the workpiece can automatically perform feed motion along the axial direction while rotating, which is called through grinding and is only suitable for grinding outer cylindrical surfaces.
 The grinding speed is high and the temperature is also high. Grinding processing can achieve high precision and very small surface roughness. It can not only process soft materials such as un quenched steel, cast iron, and non-ferrous metals, but also hard materials such as ceramics and hard alloys that cannot be processed by quenched steel and other props. The cutting depth during grinding is very small, and the metal layer that can be removed in one stroke is very thin. When grinding, a large number of fine grinding particles fly out from the grinding wheel and a large amount of metal chips fly out from the workpiece, which can easily cause harm to people.
The grinding speed is high and the temperature is also high. Grinding processing can achieve high precision and very small surface roughness. It can not only process soft materials such as un quenched steel, cast iron, and non-ferrous metals, but also hard materials such as ceramics and hard alloys that cannot be processed by quenched steel and other props. The cutting depth during grinding is very small, and the metal layer that can be removed in one stroke is very thin. When grinding, a large number of fine grinding particles fly out from the grinding wheel and a large amount of metal chips fly out from the workpiece, which can easily cause harm to people.
Precautions for Grinding Processing:
(1) Before driving, conduct a comprehensive inspection of the machine tool, including the operating mechanism, electrical equipment, and magnetic suction cups. After inspection, lubricate and then test drive to ensure normal operation before use;
(2) When installing the workpiece, it is necessary to align and tighten it. At the beginning, the grinding wheel should be manually adjusted to slowly approach the workpiece. The initial feed rate should be small, and excessive force should not be applied to prevent the grinding wheel from colliding.
(3) When replacing the grinding wheel, it is necessary to first conduct a visual inspection to see if there are any external injuries, and then use a wooden hammer or stick to strike, with a clear and crack free sound. The installation of grinding wheels must be carried out according to the prescribed methods or requirements
Please proceed with static balance debugging before installation and testing. Only after everything is normal can it be used;
(4) When the operator is working, they should wear protective goggles, balance the grinding wheel to prevent impact, measure the workpiece, and wipe the machine tool after stopping. When using a magnetic suction cup,
The disc surface and workpiece should be wiped clean, tightly attached, and firmly sucked. If necessary, a stopper can be added to prevent the workpiece from shifting or flying out;
(5) After the operator stops working, the vehicle should be immediately turned off and the grinding wheel should not be operated in a state of no one using or managing it;
(6) After completing the homework, it is necessary to promptly remove the debris from all parts, wipe all parts of the machine (especially the sliding parts) clean, apply oil, and apply rust prevention to necessary parts.