Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

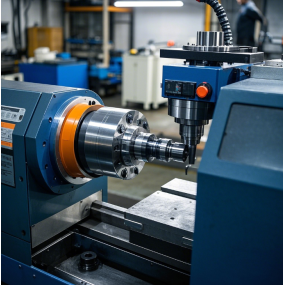
Introduction to Shenzhen Machinery Precision Parts Processing:
Machining refers to the process of changing the external dimensions or properties of a workpiece through a mechanical device. Its meaning has various understandings: it refers to all processes that can be used to manufacture products by mechanical means in a broad sense; it refers to the process of making parts with equipment on special machinery such as Lathe Machine, Milling Machine, Drilling Machine, Grinding Machine, Stamping Machine, Die Casting Machine, etc. Generally, machining that does not cause chemical or phase changes in the workpiece at room temperature is called cold machining. Similarly, machining that is higher or lower than sea temperature and will cause chemical or phase changes in the workpiece is called hot machining. Cold machining can be divided into cutting and pressure machining according to the difference in processing methods. Heat processing commonly includes heat treatment, forging, casting, and welding.
 Second, the production types of Shenzhen machinery precision parts processing:
Second, the production types of Shenzhen machinery precision parts processing:
1. Single-piece production: Products of different structures and sizes are produced individually, and are rarely repeated.
2. Mass production: Manufacture the same product in batches throughout the year, with a certain degree of repetition in the manufacturing process.
3. Mass production: The number of products manufactured is large, and most workplaces often repeat the processing of a certain part in a certain process.
III. Shenzhen Machinery Precision Parts Processing - Principles of the Process Route:
1. Machining the reference plane first: During the machining process of the part, the surface that serves as the positioning reference should be machined first, so as to provide a fine reference for the subsequent processing as soon as possible. It is called "reference first".
2. Divide the processing stage: Surfaces with high processing quality requirements are divided into processing stages, which can generally be divided into three stages: roughing, semi-finishing, and finishing. Mainly to ensure the processing quality; to facilitate the rational use of equipment; to facilitate the arrangement of heat treatment processes; and to detect blank defects when convenient.
3. First face and then hole: For parts such as boxes, brackets and connecting rods, the plane should be machined first and then the hole should be machined. In this way, the hole can be machined in the plane, ensuring the position accuracy of the plane and the hole, and facilitating the processing of the hole on the plane.
4. Finishing: Finishing the main surface (e.g. grinding, honing, finishing, rolling, etc.) should be carried out at the last stage of the process route. The surface finish after processing is above Ra0.8um. Minor collisions will damage the surface. In Japan, Germany and other countries, after finishing, it is necessary to use flannel for protection. It is absolutely not allowed to directly contact the workpiece with hands or other objects to avoid damage to the surface of the finishing process due to the transfer and installation between processes.